Как работает послойное плавление порошка
Представьте машину, которая создает детали любой сложности с идеальными параметрами. Без преувеличения — фантастика, ставшая реальностью.
В основе лежит технология послойного локального плавления порошкообразного материала. Звучит сложно? На самом деле принцип прост: лазерный луч выборочно расплавляет тонкие слои металлического порошка, формируя деталь слой за слоем.

Рис. 1. Поверхности, которые нельзя сделать традиционными методами
Подобные технологии давно применяются в аппаратах быстрого прототипирования. SLS система от 3D System, LaserCusing от Hofmann — эти имена хорошо известны специалистам. Сегодня аддитивные технологии стали стандартом в процессе создания новых изделий.
Развитие привело к появлению оборудования, которое «выращивает» детали, недоступные для традиционной механообработки. Совсем другой уровень возможностей.
SLS-технологии: от прототипов к готовым изделиям
Компания «Смирнов Технологии» совместно с НАМИ продемонстрировала практическое применение SLS (3D System). Задача: изготовление формообразующих частей пресс-форм для литья термопластичного материала под давлением.
Результат впечатляет. Формообразующие детали, созданные по технологии селективного лазерного спекания, успешно прошли проверку практикой.
| Этап | Описание процесса | Результат |
|---|---|---|
| 1 | 3D-моделирование детали | Цифровая модель готова |
| 2 | Послойное спекание порошка | Заготовка с твердостью 10-20 HRc |
| 3 | Закалка | Твердость до 39 HRc |
| 4 | Механообработка (фрезеровка, шлифовка, полировка) | Готовая формообразующая деталь |
| 5 | Установка в пресс-форму | Отливка 10000 деталей |
«Выращенная» заготовка изначально имеет твердость 10-20 HRc. После закалки показатель достигает 39 HRc. Впечатляет?
Механические свойства выращенных заготовок
Характеристики заготовок, полученных по SLS-технологии (спекание плюс инфильтрация), полностью соответствуют требованиям к формообразующим деталям пресс-форм.
| Параметр | Метод/условия | Метрическая система | Американская система |
|---|---|---|---|
| Плотность | ASTM D792 | 7,8 г/см³ | 7,8 г/см³ |
| Предел прочности на разрыв (0,2%) | ASTM E8 | 470 МПа | 68 кфунт/дюйм² |
| Предел прочности (на разрыв) | ASTM E8 | 610 МПа | 88 кфунт/дюйм² |
| Относительное удлинение | ASTM E8 | 2,0–4,0% | 2,0–4,0% |
| Модуль Юнга | ASTM E8 | 138 ГПа | 20000 кфунт/дюйм² |
| Предел текучести при сжатии | ASTM E8 | 480 МПа | 70 кфунт/дюйм² |
| Твердость (Роквелл C) | ASTM E18 | HRc 10–20 (после инфильтрации) | HRc 10–20 |
| Твердость после закалки | ASTM E18 | HRc 39 | HRc 39 |
| Коэффициент теплопроводности @ 215°C | ASTM E457 | 39 Вт/(м·°C) | 23 BTU/(ft·hr·°F) |
| Коэффициент теплового расширения | ASTM E831 | 7,45 мкм/(м·°C) | 4,14 µin/(in·°F) |
Ресурс таких форм составляет 100000 смыканий и более. Серьезный показатель для технологии, которая еще недавно считалась экспериментальной.
Полученные заготовки прошли традиционную механообработку: фрезеровку, шлифовку, полировку. Изготовленные формообразующие установили в универсальный блок пресс-формы.
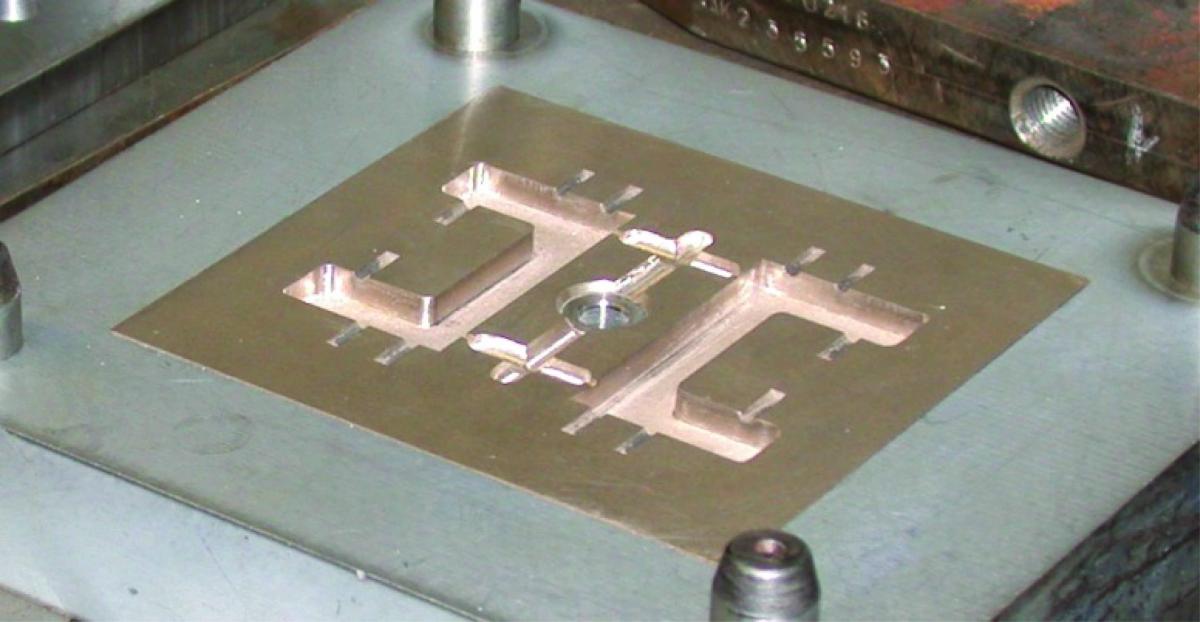

Рис. 2. Формообразующие после механообработки
Результат: отлита партия деталей в количестве 10000 штук.
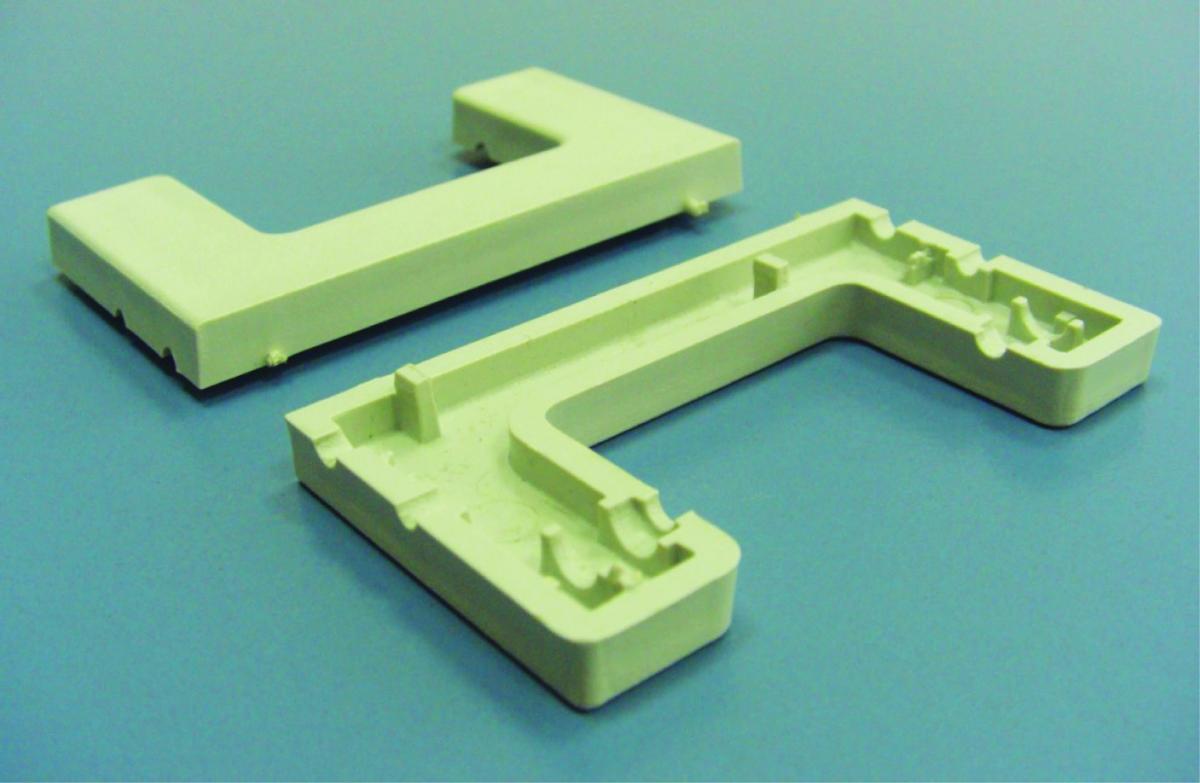
Рис. 3. Отливка, полученная в пресс-форме
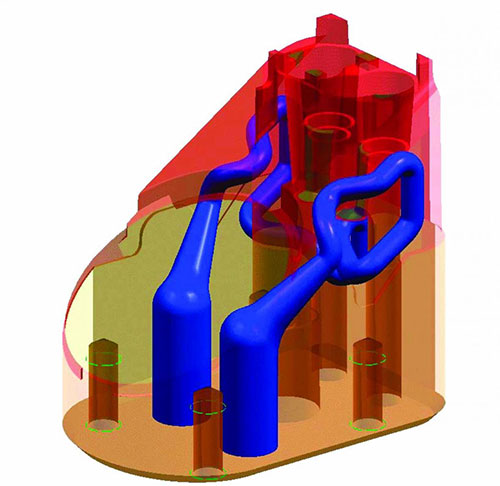
Рис. 4. Формообразующая вставка
Анализ износа трущихся поверхностей показал: на этой оснастке можно отливать детали без потери качества в больших объемах. Технология доказала свою состоятельность.
LaserCusing: полная плавка для максимальной твердости
Компания Rowenta совместно с Hofmann пошла дальше. Пример: изготовление формообразующих знаков для пресс-форм, производящих детали корпуса утюга Rowenta DX 9100.
Тонкие знаки сложной формы имеют криволинейные каналы охлаждения. Выполнить их другим способом невозможно. Совсем.
Технология LaserCusing принципиально отличается от SLS. Здесь металлический порошок не спекается, а полностью расплавляется. Результат: однородная структура заготовки без пор и дефектов.
Для достижения сложной геометрии каналов в установке применяют два разных лазера:
- ★ Первый лазер расплавляет порошок
- ★ Второй лазер мгновенно испаряет материал там, где должны быть пустоты
Весь процесс происходит в среде инертного газа. Это исключает процессы окисления.

Рис. 5. Установка "Concept M2"
Твердость формообразующих достигает 54 HRc без закалки! Как это возможно?
Уплотнение материала происходит при расплавлении лазерным лучом. Газы, образующиеся в процессе, уплотняют металл под большим давлением. Достигается высокая твердость без внутренних напряжений, которые неизбежны при традиционной закалке.
Что это дает? Ресурс работы деталей пресс-форм возрастает многократно. Точность изготовления — на другом уровне.
Сложные каналы охлаждения: недостижимая геометрия
Используя это оборудование, можно существенно улучшить конструкцию системы охлаждения формообразующих частей оснастки.
Разветвленная структура каналов охлаждения уменьшает время охлаждения в несколько раз. Это не теоретические выкладки — реальный производственный опыт.

Рис. 6. Конструкция каналов системы охлаждения
Усовершенствованная система охлаждения
Применение технологий послойного выращивания деталей позволило разработать принципиально новую систему охлаждения.
Суть: локализация теплообменных процессов в поверхностных слоях формообразующих деталей. Именно тех, что контактируют с расплавом пластмассы.

Рис. 7. Концепция усовершенствованной системы охлаждения
Изолирующий слой снижает теплообмен между поверхностью и остальной частью вставки. Что получаем в итоге?
Для охлаждения требуется меньше жидкости. Рабочую температуру пресс-формы можно обеспечить очень быстро и точно. Экономия ресурсов плюс повышение качества.
Восстановление и ремонт пресс-форм
Применяя оборудование послойного расплавления порошка, можно легко восстанавливать поврежденные части формообразующей оснастки.
Износостойкость и прочность восстановленных частей не уступает оригинальным деталям. Иногда даже превосходит.
Компания «Смирнов Технологии» совместно с ОАО «НИАТ НТК» выполнила ремонт формообразующего знака пресс-формы.
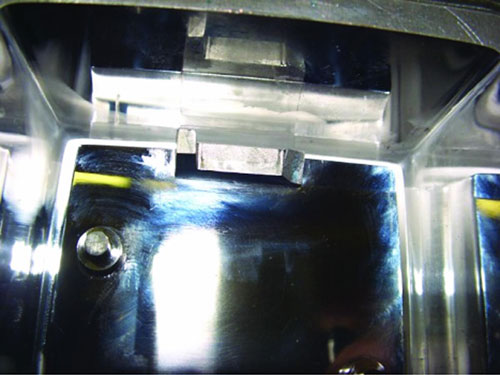
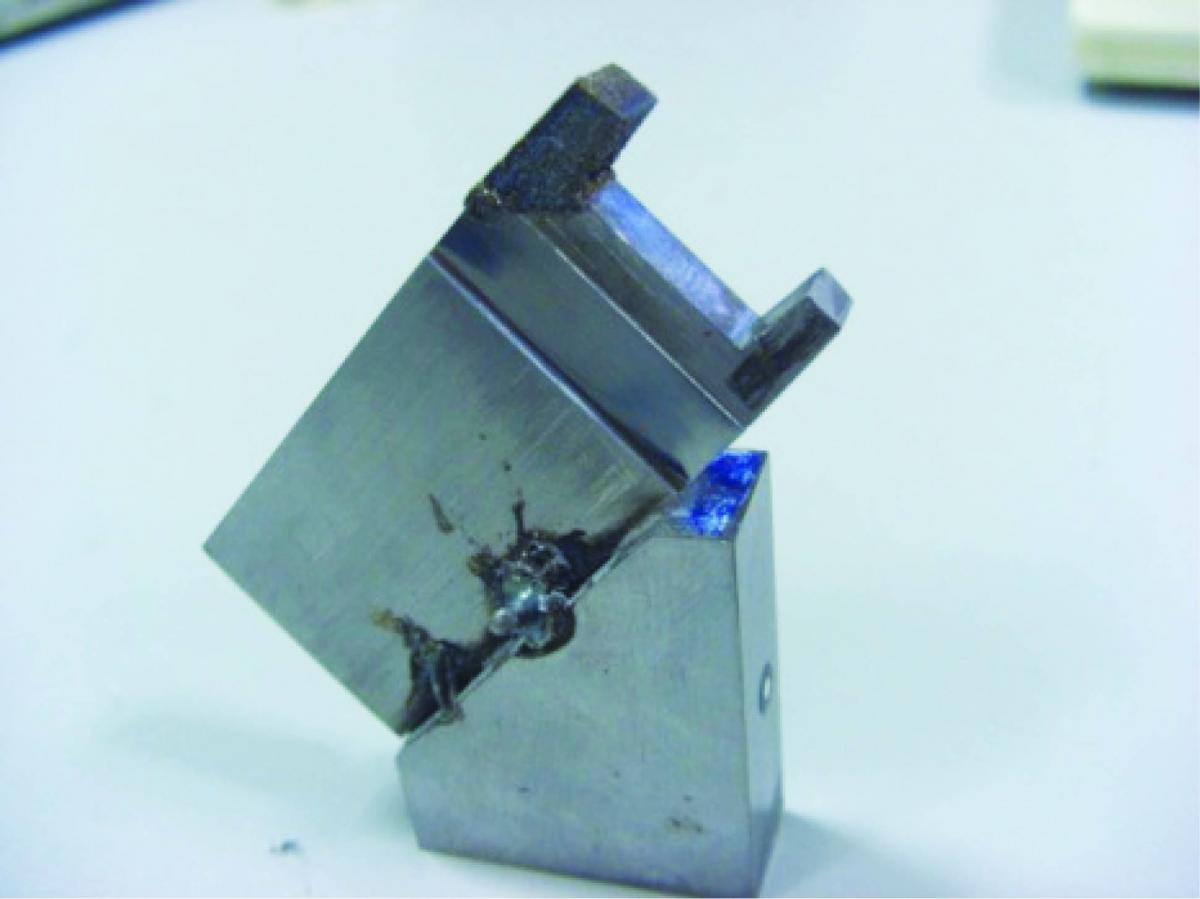

Рис. 8. Ремонт формообразующего знака пресс-формы
Знак имел два тонких выступа. Они сопрягались с углублениями в ответной части пресс-формы и формировали прямоугольные отверстия в отливке. Один выступ сломался.
Восстановление по технологии LaserCusing вернуло детали первоначальный вид. После шлифовки и полировки прочностные свойства полностью восстановлены.
Многокомпонентные детали из разных материалов
Другое преимущество аддитивной технологии: можно «выращивать» части одной детали из совершенно разных материалов без потери прочностных свойств.
Представьте: часть, контактирующая с агрессивной средой, выполнена из нержавеющей стали высокой твердости. Часть, работающая как подшипник, — из антифрикционного материала. Часть, требующая высокой теплопроводности, — из соответствующего сплава.
Все в одном изделии. Без сварных швов. Без потери качества.
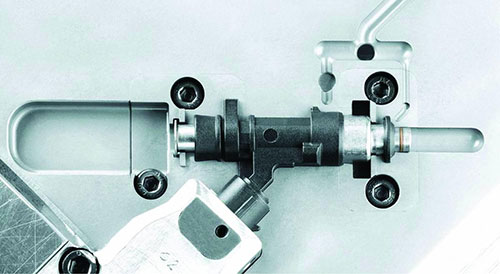
Рис. 9. Многокомпонентная деталь
Для этого достаточно разместить в камере порошки разных материалов в нужных местах будущей детали. Просто и элегантно.
Качество порошков последнего поколения существенно улучшилось. Оборудование для производства порошков практически исключает вредные примеси. Одновременно нужные примеси доводятся до концентраций, недостижимых традиционными методами металлургии.
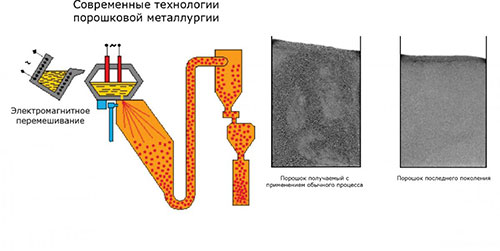
Рис. 10. Процесс получения высококачественных порошков
Использование таких порошков расширяет возможности достижения оптимальных параметров деталей.
После «выращивания» заготовки пока необходима механическая обработка и доводка традиционными методами. Но технологии совершенствуются.
Последнее поколение установок применяет лазер для гравировки поверхности детали. Следующий шаг: система, которая будет выжигать поверхность заготовки с высокой точностью. Альтернатива обработке фрезой на пятикоординатных станках.
Ключевые преимущества аддитивных технологий
Подведем итоги. Какие новые возможности открывают аддитивные технологии?
Уникальные сплавы. Порошковые технологии позволяют получать сплавы, невозможные другими способами. Это факт.
Высокая твердость без напряжений. Достижение твердости без внутренних напряжений и коробления — серьезное преимущество.
Контроль температуры. Новые возможности контроля температуры формообразующих деталей оснастки. Пространственная система охлаждения, материалы с повышенной теплопроводностью, оптимальные свойства.
Восстановление без потерь. Поврежденные детали восстанавливаются без потери качества. Экономия времени и средств.
Комбинирование материалов. Многокомпонентные детали без сварных швов. Разные свойства в одном изделии.
| Технология | Твердость | Принцип действия | Применение |
|---|---|---|---|
| SLS (3D System) | до 39 HRc после закалки | Спекание порошка | Пресс-формы, прототипы |
| LaserCusing (Hofmann) | до 54 HRc без закалки | Полное расплавление | Сложные каналы охлаждения |
Процесс «выращивания деталей» больше не выглядит утопией. Возможности не ограничиваются производством деталей пресс-форм.
Технология успешно применяется в аэрокосмической, медицинской и автомобильной отраслях промышленности. Качество продукции — на высшем уровне.
Будущее уже наступило. Осталось им воспользоваться.
Патрикеев Иннокентий Владимирович
Генеральный директор
ООО «Смирнов Технологии»
тел. +7(495)973-20-58, тел./факс +7(499)123-10-41

