Почему зубчатые колеса выходят из строя: усталостный износ
Усталостный износ — бич зубчатых колес, особенно деталей типа вал-шестерня. Знакопеременные и циклические нагрузки делают свое дело: локальные участки поверхностей пары трения испытывают колоссальное напряжение. Добавьте сюда тепловые, химические, адгезионные и другие контактные взаимодействия со средой — получите идеальные условия для распространения трещин и образования выкрашивающихся частиц износа.
Для ответственных прецизионных зубчатых колес, работающих в авиационной, космической, оборонной, судостроительной и атомной промышленности, сохранение геометрических параметров рабочих поверхностей критически важно. Тут компромиссы недопустимы.
Традиционные методы термической и химико-термической обработки [1, 2] уже практически исчерпали свои резервы. Свойства применяемых материалов и известные технологии их изготовления больше не дают существенного прироста износостойкости. Что остается? Разработка новых технологий упрочнения. И наиболее перспективный путь — тонкопленочные покрытия, наносимые на заключительной стадии изготовления деталей.
Как снизить удельные давления на контактных площадках
Логика проста: чтобы минимизировать удельные давления (а именно они создают и распространяют трещины, вызывают образование и выкрашивание частиц износа), нужно максимально увеличить фактическую площадь контакта.
Реальность такова: площадь фактического контакта пар трения составляет лишь десятые или сотые доли процента от номинальной площади. И в процессе износа она практически не меняется. Но даже при небольших давлениях на участках фактического контакта возникают пластические деформации. Сближение поверхностей влияет на напряженно-деформированное состояние контакта, характер взаимодействия и деформацию выступов.
Роль шероховатости поверхности в процессе приработки
Шероховатость рабочих поверхностей зубчатых колес после финишной обработки влияет прежде всего на процесс приработки. Это тот самый начальный период эксплуатации, когда параметры микрорельефа активно меняются.
Высокие и острые микронеровности испытывают повышенные напряжения — они срезаются или пластически деформируются. И знаете что? Именно во время приработки износ деталей максимален. Это факт.
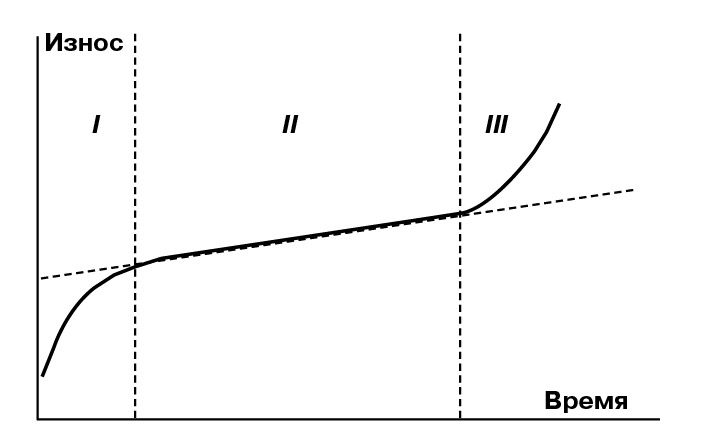
Рис. 1. Характеристика износа и стадии изнашивания от времени эксплуатации изделия: 1 — приработка, 2 — стабильный износ, 3 — катастрофический износ
Выступы расположены на разных уровнях, поэтому при увеличении нагрузки они последовательно вступают в контакт. Прирост фактической площади контакта происходит в основном за счет увеличения количества пятен контакта, а не их размера. При этом большой резерв фактической площади опорной поверхности остается неиспользованным.
Вывод напрашивается сам собой: чтобы снизить удельные нагрузки (высоконапряженное состояние площадок фактического контакта при трении) и уменьшить длительность приработки, нужно увеличить фактическую опорную поверхность. По мере увеличения площади фактического контакта уменьшатся напряжения, возрастет непрерывность контакта, сократится время приработки — изделие станет более долговечным.
Но есть нюанс. По законам классической трибологии, увеличение площади фактического контакта должно привести к увеличению коэффициента трения. Применительно к зубчатым колесам этого можно избежать, если трение осуществляется без адгезионного взаимодействия между поверхностями и без разрывов контакта. А это достигается использованием неметаллических материалов.
Критерием увеличения площади фактического контакта по международному стандарту ISO 13565–2:1996 является уменьшение суммы параметров Rk и Rvk (параметры формы шероховатости, получаемые из кривой Аббота-Файрстона) [3]. По ГОСТ 2789 — уменьшение параметра Rmax (расстояние между линиями выступов и впадин профиля в пределах базовой длины).
Косвенные доказательства: наименьшая величина остаточной деформации при испытании на малоцикловую усталость (связана с уменьшением смятия контактных поверхностей при высоких удельных нагрузках) и значительно меньшая длительность приработки пары трения в условиях трибоиспытаний.
Уменьшение сопротивления сдвигу: теория и практика
Зубчатые колеса работают в условиях интенсивного трения рабочих поверхностей. Согласно исследованиям Ф. Боудена и Д. Тейбора [4], из трех вариантов контактного взаимодействия самый низкий коэффициент трения реализуется при использовании мягкого тонкопленочного покрытия на твердой подложке.
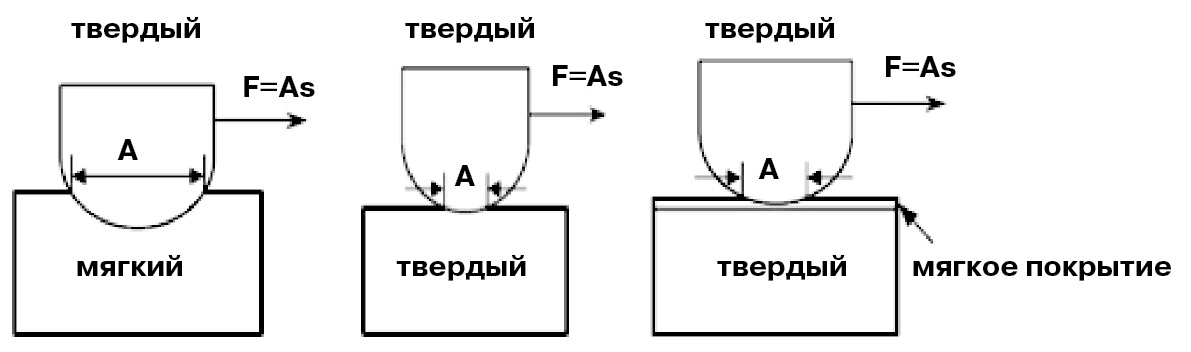
Рис. 2. Варианты фрикционного контакта: а — твердого с мягким материалом; б — твердого с твердым материалом; в — твердого с твердым материалом с мягким тонкопленочным покрытием [4]
В соответствии с молекулярно-механической теорией трения, сила трения между несмазанными поверхностями складывается из двух составляющих. Адгезионная связана с межмолекулярным взаимодействием (образованием «мостиков сварки») в местах фактической площади контакта. Деформационная характеризуется пропахиванием, смятием и срезанием выступов шероховатых поверхностей.
Формула выглядит так:
F = Fадг + Fдеф = A•s + Fдеф,
где А = N/р — фактическая площадь контакта [м²]; N — нормальная нагрузка [Н]; р — предел текучести более мягкого материала [Па]; s — прочность на срез адгезионной связи [Па].
В большинстве случаев адгезионная составляющая Fадг важнее. Если пренебречь деформационной составляющей Fдеф, коэффициент трения:
μ = F/N = s/p
Из этого выражения следует: для уменьшения коэффициента трения нужно понижать прочность на срез адгезионной связи s и повышать предел текучести более мягкого материала р. Вариант на рис. 2в должен обеспечивать самый низкий коэффициент трения, так как нормальная нагрузка осуществляется в основном на твердую подложку.
Под твердой подложкой понимается материал, прошедший объемную термообработку и имеющий твердость более 50 HRC. Мягкое покрытие — это покрытие с низкой прочностью на срез адгезионной связи.
| Вариант | Прочность на срез адгезионной связи, s | Предел текучести материала, p | Фактическая площадь контакта, A | Коэффициент трения, μ |
|---|---|---|---|---|
| Рис. 2а | Низкая | Низкий | Большая | Высокий |
| Рис. 2б | Высокая | Высокий | Низкая | Высокий |
| Рис. 2в | Низкая | Высокий | Промежуточная | Низкий |
Таблица 1. Качественный анализ обеспечения низкого коэффициента трения при различных фрикционных контактах
Критерием уменьшения сопротивления сдвигу является более низкий коэффициент трения, получаемый в условиях трибоиспытаний.
Тонкопленочные покрытия для упрочнения зубчатых колес
Данные принципы упрочнения реализуются через финишные тонкопленочные покрытия. После их нанесения зубчатые колеса непосредственно поступают в эксплуатацию — никаких дополнительных операций.
Основные требования к покрытию для увеличения площади фактического контакта:
- ✔ Обеспечение осаждения во впадины шероховатой поверхности исходного материала
- ✔ Достаточные адгезионные свойства к подложке
- ✔ Оптимальные физико-механические свойства (нанотвердость и модуль упругости)
Для уменьшения сопротивления сдвигу покрытие должно иметь повышенные антифрикционные свойства: низкий коэффициент трения, минимальную длительность приработки, минимальное тепловыделение при трении, минимальный износ трущихся поверхностей.
Важный момент: повышенная твердость покрытия для изделий, работающих в условиях усталостного изнашивания, неэффективна. Минимизация износа в первую очередь зависит от упругости и стойкости к деформациям поверхностного слоя.
Адгезионная прочность к поверхности подложки зависит от материала покрытия и технологии его нанесения. Необходимо обеспечить химическую связь с поверхностным слоем исходного материала (для стальных зубчатых колес — это различные оксиды железа).
Современные технологии реализуют нанесение многочисленных покрытий из тугоплавких соединений, которые имеют разные адгезионные характеристики к сталям. Для их нанесения используются в большинстве высокотемпературные CVD и PVD процессы. Проблема в том, что они могут ухудшать свойства поверхностного слоя, создавая растягивающие остаточные напряжения, вызывать осаждение дефектной микрокапельной фазы.
Для деталей, работающих в условиях усталостного изнашивания, эти негативные эффекты следует уменьшать. Поэтому мировые лидеры стремятся использовать минимальную температуру нагрева деталей в процессе осаждения покрытий и в обязательном порядке предусматривают применение галтовочной полировки как финишной операции. Хотя в этом случае нанесение покрытий уже не является финишной операцией.
Технология финишного плазменного упрочнения (ФПУ)
Из физических представлений, заполнение впадин шероховатой поверхности твердой подложки наиболее оптимально обеспечивается материалом, близким по консистенции к жидкости. Но нанесение таких покрытий на стадии изготовления инструмента с необходимыми адгезионными характеристиками не представляется возможным.
Для поставленной цели появилась возможность использования «замороженной жидкости» — это реализуется при нанесении аморфных покрытий. Площадь фактического контакта теоретически может возрасти на полтора-два порядка. Теория близкого родства жидкости и конденсированного аморфного состояния была разработана Я. И. Френкелем.
Характерный признак аморфного состояния — отсутствие дальнего порядка, то есть трансляционной симметрии. Как следствие — изотропия свойств и структуры. По ряду свойств эти материалы превосходят кристаллы. Аморфность покрытия может обеспечивать химическую инертность, диэлектрические свойства и повышенную смазочную способность.
Твердость покрытий в аморфном состоянии в несколько раз может превосходить твердость материалов с традиционным размером зерна, но в то же время она ниже твердости наноструктурированных материалов. Этот фактор особенно благоприятен для деталей, эксплуатируемых в условиях усталостного разрушения.
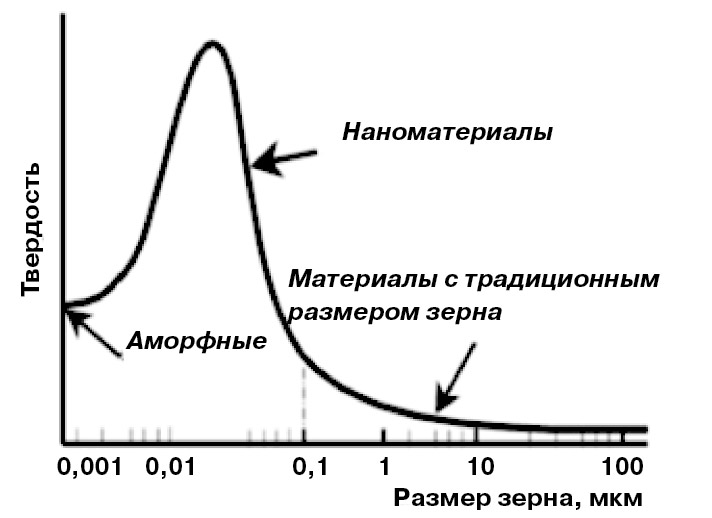
Рис. 3. Усредненная твердость покрытий в зависимости от размера зерна материала
Для нанесения аморфных тонкопленочных покрытий разработана специальная технология бескамерного химического осаждения при атмосферном давлении. Применяются летучие жидкие элементоорганические соединения и газовые среды при одновременной активации поверхности электродуговой плазмой.
Новизна заключается в отсутствии закрытых камер, более низких температурах нагрева изделий и применении гибко управляемой электродуговой плазмы. Поскольку нанесение тонкопленочных износостойких покрытий происходит на заключительной стадии изготовления или непосредственно перед использованием, процесс назван финишным плазменным упрочнением (ФПУ).
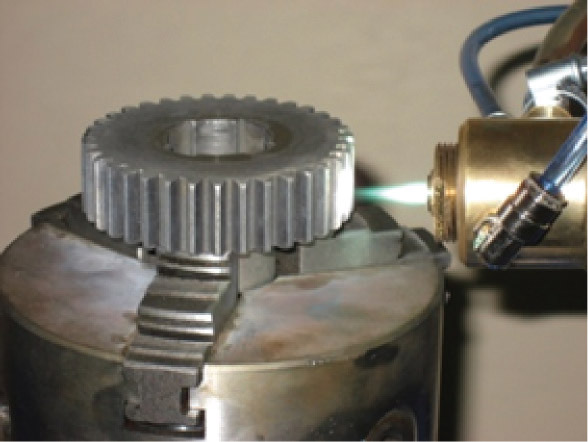
Рис. 4. Процесс нанесения покрытия методом ФПУ
В качестве источника тепловой энергии используется плазменная струя, истекающая при атмосферном давлении из малогабаритного дугового плазмотрона, дополненного плазмохимическим реактором.
К основным достоинствам ФПУ относятся:
- ☑ Осуществление процесса без вакуума и камер
- ☑ Минимальный нагрев изделий (не превышает 200°С)
- ☑ Возможность нанесения покрытий локально, в труднодоступных зонах и на изделиях любых габаритов
- ☑ Использование малогабаритного, мобильного и экономичного оборудования
Основной принцип: разложение паров жидких элементоорганических препаратов, которые вводятся в плазмохимический реактор дугового плазмотрона, с последующим прохождением плазмохимических реакций и образованием покрытия на изделии.
Для образования аморфных покрытий используются жидкие реагенты, имеющие в составе элементы-аморфизаторы — бор и кремний. Нанесение осуществляется локально на упрочняемую поверхность при циклическом сканировании плазменной струи, которая касается обрабатываемой зоны.
Важная отличительная особенность: нанесение покрытия может осуществляться многослойно при толщине каждого слоя порядка 2–20 нм полосами шириной 8–15 мм. С целью минимального термического воздействия на материал основы плазменную струю перемещают со скоростью 3–150 мм/с.
Аморфное состояние покрытия: преимущества и подтверждение
Для получения информации о фазовом составе покрытия и подтверждения его аморфного состояния был проведен рентгенофазовый анализ. Использовались образцы из стали 40Х, прошедшие термическую обработку до твердости HRC 50–52 и процесс ФПУ.
Изготовили восемь образцов с разной толщиной покрытия на основе соединений бора и кремния. Один образец — без покрытия. Температура образцов в процессе нанесения не превышала 120°С. Толщину покрытия оценивали на эталонных образцах с использованием профилограмм поверхности.
Исследования проводились на рентгеновском дифрактометре фирмы Rigaku (Япония). Источник рентгеновского излучения — трубка с железным анодом (рабочий ток 25 мА, напряжение 25 кВ). Длина волны излучения 0,193728 нм. При съемке использовался фильтр из Mn. Фокусировка осуществлялась по методу Брегга-Бретано с двумя щелями Соллера.
Анализ показал: рентгенограммы всех исследуемых образцов идентичны, в них отсутствуют линии фаз, не относящиеся к материалу подложки.
Для уменьшения глубины проникновения рентгеновского излучения и получения информации о фазовом составе покрытия также провели исследования по методике «скользящего» пучка на рентгеновском дифрактометре D8 Discover (Bruker-AXS, Германия). На них, как и на предыдущих дифрактограммах, отсутствуют какие-либо линии фаз, не относящиеся к материалу подложки. Это подтверждает рентгеноаморфность покрытия.
Результаты испытаний: уменьшение смятия контактных поверхностей
Для оценки смятия контактных поверхностей (в том числе за счет увеличения площади фактического контакта) при повышенных статических удельных нагрузках производились исследования различных видов упрочнения. Использовались модельные образцы с контактируемыми поверхностями сфера-плоскость в условиях малоцикловой усталости.
В качестве методов упрочнения применялись три технологии: термическая обработка, химико-термическая обработка и нанесение тонкопленочного аморфного покрытия методом ФПУ. Материал образцов — сталь 35ХН3МФА.
Основные параметры режимов:
- 1. Закалка с 870–880°C в масле, низкий отпуск при 180°C
- 2. Цементация при 950°C, выдержка 8 часов в твердом карбюризаторе, закалка с 870–880°C в масле, отпуск при 450°C
- 3. Закалка с 870–880°C в масле, низкий отпуск при 180°C и окончательное нанесение аморфного тонкопленочного покрытия системы Si-B-O-C-N методом ФПУ толщиной порядка 1 мкм
Для испытания на сжатие контактные пары образцов (плоскость-сфера с радиусом 250 мм, Ra=1,25 мкм) устанавливались между нажимными плоскостями гидравлической разрывной машины с максимальной нагрузкой 110 тс.
Величина суммарной деформации набора из пары образцов, двух уравновешивающих полусферических опор и плоской опорной пластины измерялась с помощью магнитной стойки ИМ-1 и часовым индикатором с ценой деления 0,01 мм.
Набор обжимался дважды от 0 до 100 т, затем нагружался от 0 до 20 т. При нагружении ступенями по 20 т от 20 до 60 т и по 10 т от 60 до 103 т определялась суммарная деформация набора. Затем пары образцов подвергались малоцикловым испытаниям на базе 10³–1,5×10³ циклов при нагрузке от 40–60 т до 103 т.
Результаты показывают (табл. 2), что все три метода упрочнения позволяют получить высокую твердость более 48 HRC. Но после ФПУ с нанесенным тонкопленочным аморфным покрытием системы Si-B-O-C-N объемно-закаленных образцов имеет место наименьшая осадка в пятне контакта по сравнению с образцами, упрочненными другими способами.
| Метод упрочнения | Вид исследуемой поверхности | Осадка в пятне контакта после испытаний, мм | Кол-во циклов нагружения | Твердость после испытаний, HRC |
|---|---|---|---|---|
| Закалка | Сфера | 0,4 | 1000 | 48–52,5 |
| Плоскость | 0,1–0,2 | — | 49–52 | |
| Цементация | Сфера | 0,2 | 1000 | 49–52 |
| Плоскость | 0,11 | — | 49–50 | |
| ФПУ | Сфера | 0,01 | 1500 | 58–58,5 |
| Плоскость | 0,05–0,06 | — | 58–58,5 |
Таблица 2. Результаты измерения осадки образцов и твердости поверхности
Увеличение площади фактического контакта
Влияние наносимого покрытия при ФПУ на изменение параметров шероховатости с разной исходной шероховатостью поверхностей по ГОСТ 2789 и международного стандарта ISO 13565–2:1996 представлено в табл. 3.
Для исследований использовался измерительно-вычислительный комплекс «Профиль», включающий стандартный профилограф-профилометр 201. Материал исходных образцов — сталь 40Х, прошедшая термическую обработку до HRC 50–52. Толщина нанесенного покрытия — порядка 1 мкм.
| Исследуемая поверхность | Ra | Rmax | Rpk | Rk | Rvk | Rpk+Rk | |
|---|---|---|---|---|---|---|---|
| 1 | До нанесения покрытия | 0,08 | 0,69 | 0,35 | 0,22 | 0,12 | 0,57 |
| После нанесения покрытия | 0,07 | 0,44 | 0,10 | 0,20 | 0,14 | 0,30 | |
| 2 | До нанесения покрытия | 0,43 | 4,17 | 2,09 | 1,25 | 0,83 | 3,34 |
| После нанесения покрытия | 0,38 | 2,85 | 0,71 | 1,00 | 1,14 | 1,71 | |
| 3 | До нанесения покрытия | 0,72 | 5,07 | 0,89 | 2,66 | 1,52 | 3,55 |
| После нанесения покрытия | 0,31 | 3,47 | 0,69 | 0,69 | 1,27 | 1,39 |
Таблица 3. Параметры шероховатости поверхности до и после ФПУ при различном исходном параметре Ra
Анализ параметров шероховатости по ГОСТ 2789 показывает после нанесения покрытия:
- ★ Среднее арифметическое отклонение профиля Ra при минимальном исходном значении практически не изменяется, по мере увеличения исходного значения данный параметр уменьшается более чем в 2 раза
- ★ Наибольшая высота неровностей профиля Rmax уменьшается в среднем в 1,5 раза
Анализ параметров шероховатости по ISO 13565–2:1996 показал следующие закономерности:
- ★ Параметр Rpk (характеризует высоту выступов, быстро изнашивающихся в первый период эксплуатации) для минимальной исходной шероховатости уменьшается в 3 раза и практически мало изменяется с увеличением исходной шероховатости (начиная с Ra = 0,72 мкм)
- ★ Параметр Rk (характеризует основу профиля, которая длительное время находится в работе и является несущей площадью) уменьшается для минимальной исходной шероховатости незначительно, а с увеличением исходной шероховатости — более чем в 3 раза
- ★ Параметр Rvk (характеризует глубину впадин профиля и смазывающую способность) изменяется не существенно
- ★ Сумма параметров Rpk+Rk (характеризует изнашиваемость рабочих поверхностей) уменьшается примерно в 2 раза
На основании данных исследований видно: процесс ФПУ ведет к повышению несущей площади поверхности по критерию Rpk+Rk. Изменение характеристик шероховатости после нанесения покрытия на основании профилограмм и параметров опорной поверхности является подтверждением заполнения впадин шероховатости поверхности материалом покрытия и, соответственно, увеличения площади фактического контакта.
Трибологические испытания: снижение коэффициента трения
Трибологические испытания покрытий и материала основы — термообработанной стали 20Х3МВФ-Ш — проводились с использованием трибометра TRB-S-DE (CSM, Швейцария) по схеме ball-on-disk (шар-диск) в соответствии с международным стандартом ISO 20808:2004.
Для исключения влияния материала контртела использовались шары из нитрида кремния Si₃N₄ (моделируются условия трения двух поверхностей, имеющих неметаллический материал на основе соединений кремния). При каждом испытании использовался новый шар или неизношенная его поверхность.
Параметры испытаний:
- → Нагрузка на контртело: 5 Н
- → Линейная скорость: 10 см/с
- → Путь трения: 80 м
- → Масло: Nissan SAE 5W-40
Ширину следа износа после трибоиспытаний определяли с использованием микроскопа Olympus GX 51.
Результаты трибологических испытаний образца из стали 20Х3МВФ-Ш без покрытия и с покрытием представлены на рис. 5 в виде протоколов с графиками изменения со временем коэффициента трения (красная кривая) и глубины заглубления индентора в материал покрытия (зеленая кривая).
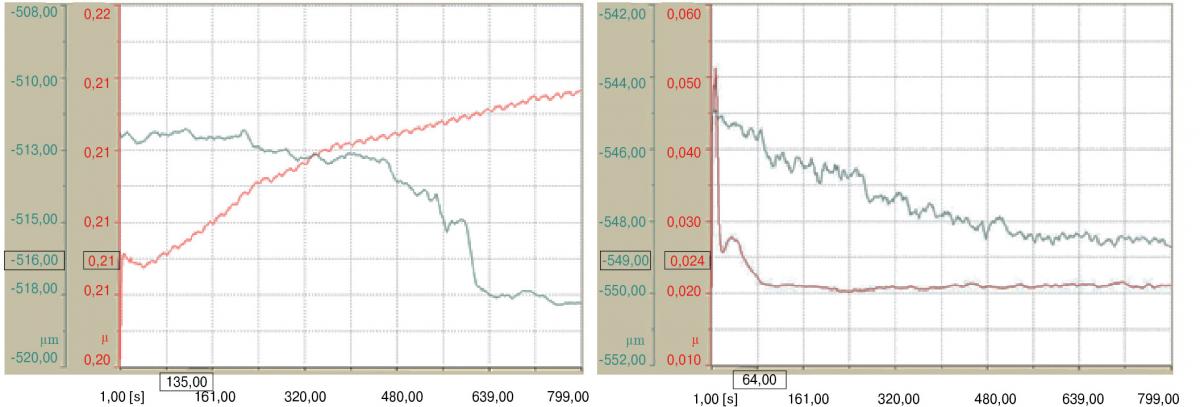
Рис. 5. Протоколы трибологических испытаний подложки стали 20Х3МВФ-Ш: а — без покрытия; б — с покрытием Si-B-O-C-N
Коэффициент трения в данных трибоиспытаний после нанесения аморфного покрытия снижается практически на порядок и составляет 0,022.
Необходимо отметить два важных признака эффективности нанесения аморфных покрытий системы Si-B-O-C-N. Во-первых, падающая характеристика изменения коэффициента трения. Во-вторых, минимальное время приработки. Уменьшение длительности приработки является также косвенным критерием создания поверхности с большей площадью фактического контакта.
Выводы
- Эффективными направлениями повышения ресурса зубчатых колес, работающих в условиях усталостного разрушения, с точки зрения инженерии поверхности, является снижение удельных давлений на контактные площадки и уменьшение сопротивления сдвигу. Это может быть решено за счет использования износостойких тонкопленочных покрытий, наносимых на финишной стадии изготовления при температуре нагрева менее 200°C.
- В качестве тонкопленочных перспективно применение покрытий в аморфном состоянии, которые за счет эффекта «замороженной жидкости» во впадинах шероховатости обеспечивают повышение площади фактического контакта, непосредственно влияющей на увеличение стойкости к усталостному разрушению.
- Методом рентгенофазового анализа определена аморфность наносимого финишным плазменным упрочнением покрытия системы Si-B-O-C-N, имеющим характерный размер элементов порядка 60–100 Å.
- Испытания по определению смятия контактных поверхностей при высоких удельных нагрузках показали: наименьшая величина остаточной деформации (осадки контактной пары) при малоцикловых испытаниях на базе 10³–1,5×10³ циклов при нагрузке от 40–60 т до 103 т при сравнении различных методов обработки имеет место при финишном плазменном упрочнении с нанесением аморфного покрытия системы Si-B-O-C-N.
- Исследования профилограмм и опорной кривой поверхностей инструментальной стали с покрытием, нанесенным при ФПУ, подтвердили: нанесение покрытия уменьшает параметр Rmax в 1,5 раза, а сумму параметров Rpk+Rk в 2,6 раза, что обосновывает увеличение площади фактического контакта.
- Коэффициент трения в конкретных трибологических испытаниях после нанесения методом ФПУ аморфного покрытия снижается практически на порядок (по сравнению с аналогичными трибоиспытаниями поверхности без покрытия) и составляет 0,022, что является обоснованием уменьшения сопротивления сдвигу.
- Технология ФПУ применительно к упрочнению зубчатых колес, деталей типа вал-шестерня прошла опытную апробацию на ряде промышленных предприятий.

Рис. 6. ФПУ зубчатого колеса
Павел Абрамович Тополянский
ООО «Научно-производственная фирма «Плазмацентр»
www.plasmacentre.ru
Литература
1. Зинченко В. М. Инженерия поверхности зубчатых колес методами химико-термической обработки. М.: Изд-во МГТУ им. Н. Э. Баумана, 2001, 303 с.
2. Сильченко П. Н., Новиков Е. С., Леканов А. В. Обоснования выбора способов упрочнения мелкомодульных зубчатых колёс приводов устройств исполнительной автоматики космических аппаратов. Journal of Siberian Federal University. Engineering & Technologies 6 (2011 4) 670–673.
3. Тополянский П. А., Тополянский А. П., Соснин Н. А., Ермаков С. А. Применение международных стандартов для оценки свойств поверхностей подверженных износу. Технология машиностроения. — 2010, № 6, — С. 56–60.
4. Bowden F. P., Tabor D. The friction and lubrication of solids, Clarendon Press, Oxford, 1950.

