Программное обеспечение — главное отличие
Главным отличием этих двух типов систем управления является программное обеспечение. Две программы описывают похожие, но разные технологии обработки металла.
На первый взгляд, алгоритмы похожи на 90%. Константы настроек технологического процесса называются по-разному, но суть их очень похожа. Это факт.
Однако при детальном рассмотрении всплывают нюансы. И они существенные.
История развития: от фрезерных станков к специализации
Первые установки для термической резки (МТР) с УЧПУ строились с применением УЧПУ от фрезерных станков. Естественно, с их ПО. Пока МТР резали с помощью газокислородных резаков без электрической системы поддержания высоты резака над листом металла, ПО, описывающее фрезерную обработку, справлялось с управлением МТР.
Но времена меняются. Когда от заготовительного производства стали требовать более высокого качества кромок, большей производительности и начали применять плазменную резку, выяснилось: ПО от фрезерной технологии дает системные сбои.
Первыми в СССР эту проблему решили специалисты одесского «Автогенмаш» (сегодня это ОДО «ЗОНТ», г. Одесса). Группа энтузиастов создала новое ПО, которое описывало технологию управления процессом термической резки для портальной МТР.
Как потом выяснилось, по этому же пути пошли все остальные мировые производители оборудования для термической резки. Часто программистам легче написать новую программу, чем разобраться в чужой и модифицировать ее. Новый тип ПО очень быстро завоевал популярность среди потребителей.
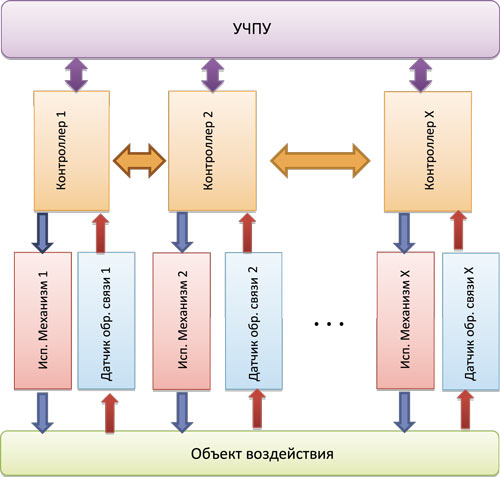
Рис. 1
Критические различия в скорости и реактивности
Следующее различие систем управления стало критическим, когда скорости обработки значительно выросли, а также когда появились более производительные компьютеры.
Количество обратных связей увеличилось. Возникла необходимость сократить время «раздумий» ЧПУ и увеличить скорость реакции на каждом «шаге» программы.
Появились первые компактные УЧПУ, новые типы электроприводов (сегодня мы чаще их называем «сервопривод с частотным регулированием»). Это привело к появлению новых протоколов обмена данными между всеми частями системы управления.
Их массовым потребителем стали производители станочного оборудования для холодной обработки металла. Но скорость управления процессами термической резки все равно требовалась больше.
Пришло окончательное понимание: узлы и принципиальные схемы систем управления от холодной обработки металла никогда не смогут стать полноценными донорами систем управления термической резкой.
Так началась разработка нового типа промышленных УЧПУ для технологии термической резки.
Три пути развития систем управления
Развитие систем УЧПУ для термической резки пошло по нескольким путям:
Промышленные станции с универсальными протоколами
Крупные производители МТР, уже имеющие свои собственные ПО, стали применять промышленные станции, имеющие общедоступные и универсальные протоколы обмена данными с периферией.
Специализированные производители УЧПУ
Появились специализированные производители УЧПУ со своим ПО, но не выпускающие МТР целиком. Чаще всего они же являлись производителями оборудования для плазменной резки.
Интеграторы промышленных систем
Интеграторы промышленных УЧПУ разных типов и производителей с универсальным ПО, хотя так делать нельзя.
Сейчас мы видим на рынке промышленного оборудования разделение систем управления различными видами станков по принципу того, какую технологию они реализуют.
Но развитие систем с УЧПУ на этом не завершилось.
Распределенное управление: новая эра
Интеграция и качество комплектующих и микросхем колоссально выросло. Появилась возможность доверить часть функций контроллерам без потери информации.
Таким образом, появилась возможность распределенного управления без потери его качества.
Те, кто немного знаком с автомобильной электроникой, уже имели возможность наблюдать переход от централизованного управления к распределенному.
Современный автомобиль содержит в себе несколько «мозговых центров»:
- один отвечает за работу двигателя;
- другой — за работу трансмиссии;
- третий — за климат и комфорт.
Универсальным языком для такой интеграции стал CAN-протокол.
CAN-протокол и микрокомпьютерные сети
Микро ЧПУ, работающие в среде реального времени, дали возможность создать в теле промышленного изделия микрокомпьютерную сеть.
И хотя у этих контроллеров (а именно так их можно называть) отсутствует привычный монитор и клавиатура, это полноценные компьютеры.
Благодаря сетевому общению для управления всеми контроллерами или их перепрограммирования достаточно одного терминала в виде монитора и пульта.
Если раньше мы видели в системах управления центральное ядро, которое по очереди работало со своими периферийными устройствами, то новая конфигурация позволила разделить принятие решений по уровням ответственности.
Практическая реализация распределенной схемы
Как видно на рис. 1, контроллеры не только выполняют часть функций УЧПУ, но и могут взаимодействовать друг с другом, минуя УЧПУ.
Что это означает на практике?
В современной МТР движение по рельсовому пути (или направляющим по оси «Х») осуществляется с помощью двух электродвигателей. Предположим, что это Контроллер №1 и №2.
УЧПУ дает сигнал на Контроллер №1 начать движение и проехать 100 мм. Контроллер №1 запрашивает готовность Контроллера №2 и по положительному ответу дает приказ начать движение Исполнительному механизму №1 и через Контроллер №2 Исполнительному механизму №2.
Во время выполнения подпрограммы движения оба Контроллера следят друг за другом, чтобы обеспечить равномерное движение.
Когда оба Датчика обратной связи №1 и №2 сообщат контроллерам, что 100 мм пройдено, Контроллер №1 сообщает УЧПУ, что задание выполнено, и он ожидает следующего сигнала.
Преимущества современной архитектуры
Подобная схема позволяет:
- Создавать саморегулируемые узлы в оборудовании.
- Создавать самообучающиеся системы.
- Производить оперативную перенастройку всей системы или ее частей под новые задачи.
- Сократить время «такта» с микро- на нано- на уровне контроллеров.
- Улучшить стабильность управления основным техпроцессом.
| Параметр | Централизованная система | Распределенная система |
|---|---|---|
| Архитектура | Единое центральное ядро | Сеть независимых контроллеров |
| Скорость реакции | Микросекунды | Наносекунды |
| Надежность | Зависит от центрального блока | Отказоустойчивая |
| Масштабируемость | Ограничена | Гибкая |
| Перепрограммирование | Через центральный блок | Через любой терминал |
| Взаимодействие узлов | Только через УЧПУ | Прямое между контроллерами |
Будущее умных исполнительных механизмов
Новая схема управления позволяет вообще отказаться от УЧПУ! И такие проекты уже были реализованы ООО «АВТОГЕНМАШ» и ОДО «ЗОНТ».
Интересный факт: экспериментальные образцы с распределенной схемой управления были созданы в «Автогенмаш» еще в 70-е годы прошлого столетия. Но из-за громоздкости электроники и низкого качества комплектующих проект был заморожен.
Вернуться к реализации этой революционной идеи удалось лишь недавно.
Мы входим в эру умных исполнительных механизмов!
| Поколение | Период | Характеристики | Недостатки |
|---|---|---|---|
| 1-е | 1970-е | УЧПУ от фрезерных станков | Системные сбои при плазменной резке |
| 2-е | 1980-1990-е | Специализированное ПО | Централизованная архитектура |
| 3-е | 2000-2010-е | Компактные УЧПУ, сервоприводы | Ограниченная скорость реакции |
| 4-е | 2010-е — настоящее время | Распределенное управление, CAN-протокол | Сложность разработки |
| 5-е | Будущее | Умные исполнительные механизмы без центрального УЧПУ | Требует новых компетенций |
Технологии не стоят на месте. То, что казалось фантастикой 40 лет назад, сегодня становится реальностью. Распределенные системы управления — это не просто тренд, это необходимость.
Скорость, точность, надежность — три кита, на которых строится современное производство. И распределенное управление дает все три компонента.
Директор ООО «АВТОГЕНМАШ»
Кольченко Владимир Александрович
www.autogenmash.ru
(4822)-32-86-33, 32-86-44
"

