Технология огневой зачистки в металлургии
Огневая зачистка — одна из специальных технологий термической резки, применяемых на металлургических производствах. Предварительная обработка слябов или блюмсов позволяет удалить поверхностные дефекты: трещины, пороки, поверхностные включения. Делается это перед обработкой заготовок на прокатных станах.
Машины для огневой зачистки горячих заготовок устанавливают на слябингах, блюмингах, в обжимных цехах и на прокатных станах. Для зачистки холодных заготовок оборудование размещают на адьюстаже.

Огневая зачистка слябов или блюмсов характеризуется большими скоростями обработки металла. Это обеспечивает высокую производительность процесса. Скорость зачистки горячего металла составляет от 20 до 45 м/мин, холодного — от 5 до 25 м/мин. Для горячих заготовок огневая зачистка проводится в потоке, для холодных — на адьюстаже.
Поскольку огневая зачистка выполняется с большими скоростями и одновременно по всей (или по большой части) площади обрабатываемой заготовки, для поддержания процесса требуются значительные расходы газов. По сравнению с обычной кислородной резкой — в разы больше.
Конструктивные особенности машин для горячих и холодных заготовок
Конструктивно машины для огневой зачистки слябов или блюмсов различаются по особенностям технологического применения: для зачистки горячего металла и для зачистки холодного металла.
При огневой зачистке горячих слябов или блюмсов врезание осуществляется без подогрева кромок. Поджиг подогревающего пламени происходит от металла, имеющего температуру 1000-1200°С. При врезании скорость подачи сляба или блюмса, соответствующая скорости резки, изменяется по заданной программе от минимальной до максимальной.
Резаки с внешним и внутрисопловым смешением газов
Резаки, применяемые сегодня на установленных в потоке машинах огневой зачистки горячих слябов или блюмсов, имеют конструкцию с внешним смешением газов (Рис. 1). Резаки устанавливаются последовательно, в ряд, на горизонтальных и вертикальных режущих головках МОЗ. Это обеспечивает одновременную обработку поверхности заготовки по всему периметру.
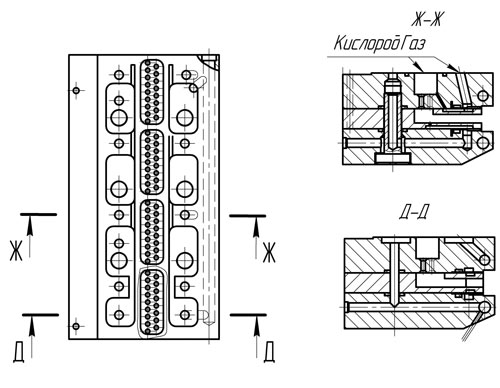
Рис. 1 Резак для МОЗ горячих заготовок
Схема внешнего смешения кислорода с горючим газом реализуется, когда газы поступают раздельно к выходу из головки резака и смешиваются в воздухе на выходе из сопел. Она относительно безопасна. Но существенный недостаток — низкая концентрация подогревающего пламени. Это допустимо при зачистке горячих заготовок, но требует длительного времени подогрева перед началом резки заготовок с более низкими температурами. Применение таких резаков при обработке холодных заготовок крайне затруднительно.
При зачистке холодных слябов применяются резаки с внутрисопловым смешением газов (Рис. 2). Это позволяет обеспечить значительно более интенсивный подогрев кромки зачищаемого сляба или блюмса и ускорить начало процесса поверхностной зачистки.
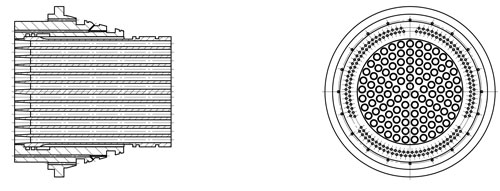
Рис. 2 Резак для МОЗ холодных заготовок
Для обеспечения ускоренного врезания при зачистке холодных слябов или блюмсов в зону врезания подается флюс, представляющий собой железный порошок. Резак устанавливается под определенным углом к поверхности зачищаемого сляба или блюмса, зависящим от ширины и глубины реза. Резак устанавливается по направлению резки с наклоном от вертикальной оси на 30–45° в сторону движения и 20–30° к обрабатываемой поверхности. Это позволяет подогревающему пламени во взаимодействии с флюсом обеспечить достаточно высокую скорость подогрева кромки сляба или блюмса перед пуском режущего кислорода.
Сегодня машины огневой зачистки слябов или блюмсов представляют собой комплексы высокотехнологичного оборудования. В состав комплекса входят:
- машина огневой зачистки;
- пост управления;
- пост газорегулирования;
- рольганг;
- шлакоудалители;
- фильтровентиляционная установка и др.
Составляющие комплекса объединены системой автоматизированного управления.
Сравнение технологических и экономических параметров
Поверхностная огневая зачистка горячих заготовок характеризуется следующими особенностями:
- резке подвергается металл, имеющий температуру от 1000 до 1200°С;
- резка заготовок ведется в потоке, для чего требуются повышенные скорости резки и высокая надежность и безопасность оборудования;
- врезание в слиток должно осуществляться без предварительного подогрева кромки или с минимальным временем подогрева;
- применяемое оборудование должно обеспечивать надежную и безотказную работу при очень больших расходах энергоносителей (кислорода, горючего газа, воды и электроэнергии).
В настоящее время благодаря модернизации большинства металлургических производств и внедрению большого количества новых современных машин непрерывного литья заготовок качество получаемых слябов и блюмсов значительно улучшилось. Количество поверхностных дефектов уменьшилось в значительной мере. Такое положение позволяет предприятиям металлургического комплекса в большей степени использовать МОЗ для огневой зачистки холодных заготовок. Хотя эти машины менее производительны, но они и значительно менее энергоемки.
Внедрение в производство МОЗ для зачистки холодных слябов — менее затратное решение. Более того, применение современных машин для огневой зачистки холодных слябов на адьюстаже позволяет использовать современные технологии поверхностной резки, обеспечивая достаточную производительность и высокое качество обрабатываемых заготовок. Уменьшение расхода энергоносителей в единицу времени обеспечивает существенную экономию, исходя из больших объемов обрабатываемых заготовок (около миллиона тонн в год).
Какие преимущества дает производителю применение такого оборудования?
- применение выборной огневой зачистки на поверхности заготовки;
- уменьшение расхода кислорода и горючего газа в единицу времени;
- увеличение времени службы исполнительных механизмов, связанное с тем, что исключается влияние высоких температур и значительно упрощается конструкция самой МГР.
Оборудование для зачистки горячих заготовок
В состав машины огневой зачистки горячих заготовок входят: сама машина (рис. 3), рольганг, пост управления, пост газорегулирования, аппаратная, фильтровентиляционная установка и вспомогательное оборудование (шлакоудалители и т.п.). Ориентировочный вес поставляемого оборудования составляет 400–420 тонн.
Машина для огневой зачистки позволяет удалять слой металла одновременно с четырех сторон заготовки. Ее рекомендуется устанавливать на технологической линии проката таким образом, чтобы заготовка подвергалась зачистке в горячем состоянии, непосредственно после ее выхода из рабочей клети прокатного стана.
Оптимальная скорость зачистки горячих заготовок — от 20 до 45 м/мин. При таких режимах обработки слябы или блюмсы можно транспортировать на сортовые и листопрокатные станы без дополнительного подогрева.
Машина для зачистки слябов (рис. 3) или блюмсов (рис. 4) состоит из рабочей части с газорежущими головками, холостого рольганга, станины и ведущего механизма. Для раздвижения газорежущих головок в вертикальном направлении служат пневмоцилиндры, установленные на суппортах. В горизонтальном направлении газорежущие головки перемещаются вместе с суппортами.
Газорежущие головки прижимаются к заготовке с силой, развиваемой пневмоцилиндрами. При этом вся система – газорежущие блоки с суппортами, передние рамы и задняя шарнирная рама – свободно перемещается в вертикальном и горизонтальном направлении вокруг осей шарниров на колоннах. Это позволяет производить зачистку слитков, имеющих отклонения (искривления) в вертикальном или горизонтальном направлениях.
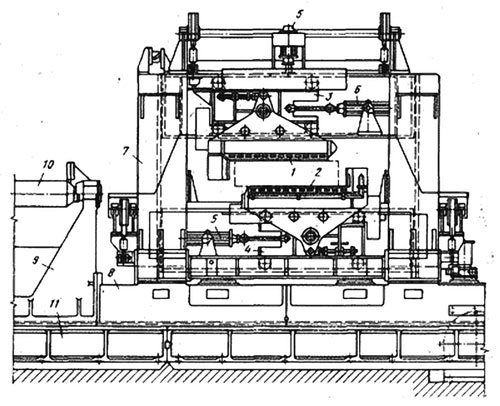
Рис. 3 Машина для огневой зачистки слябов
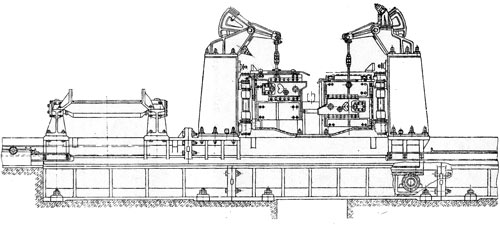
Рис. 4 Машина для огневой зачистки блюмсов
Холостой рольганг расположен на одном основании с рабочей частью машины и занимает ее место, когда подаваемые на прокатку заготовки не требуют огневой зачистки, и МОЗ смещается в сторону.
Подвижная каретка состоит из каретки рабочей части и каретки холостого рольганга, соединенных друг с другом. На средней части подвижной каретки расположена зубчатая рейка, находящаяся в зацеплении с ведущей шестерней механизма перемещения.
Станина состоит из трех частей. С обеих сторон к ней прикреплены стальные направляющие, по которым скользит каретка. Ведущий механизм предназначен для перемещения подвижной части машины в нерабочее положение и обратно.
Рабочая часть машины выполнена в виде двух газорежущих блоков, верхнего и нижнего. Каждый блок состоит из корпуса, двух газорежущих головок, двух коллекторов, подающего механизма и установочного количества резаков. Неподвижная газорежущая головка крепится к стальному литому корпусу блока. Подвижная газорежущая головка перемещается при помощи специального механизма, что позволяет обрабатывать слябы различных сечений. Количество работающих резаков зависит от сечения сляба.
Резаки имеют щелевидные сопла режущего кислорода, по периметру которых располагаются сопла подачи горючего газа и подогревающего кислорода для образования горючей смеси. Наклон сопел к поверхности металла составляет от 20° до 30°. Подача газов к резакам осуществляется от коллекторов при помощи электромагнитных клапанов. Каждый резак управляется индивидуально, что позволяет, в зависимости от сечения сляба или от заложенной программы зачистки, включить необходимое количество резаков. При зачистке горячих заготовок поджиг резаков осуществляется от металла.
Резаки устанавливаются в корпусах газорежущих головок, охлаждаемых проточной водой. Трубопроводы подачи воды, кислорода и горючего газа к газорежущим головкам и резакам, а также сжатого воздуха к пневмоцилиндрам осуществляются гибкими металлорукавами от узлов газопитания, расположенных на стойках. Газы и вода к стойкам подаются по резинотканевым рукавам, уложенным в траки.
Управление газами осуществляется на газораспределительном посту с газораспределительных щитов, отвечающих за поддержание необходимого давления и расхода газов для определенной группы резаков. Работа газовых редукторов дублируется электронными датчиками давления и расходомерами. Подача газов в резаки осуществляется при помощи электромагнитных клапанов, объединенных в блоки, по команде оператора с поста управления или в автоматическом режиме.
Воздушный трубопровод оснащается ресивером с регулятором давления воздуха.
Основным недостатком сплошной огневой зачистки являются большие потери металла. В основном этот недостаток присущ МОЗ для зачистки горячего металла. При сплошной огневой зачистке сжигается поверхностный слой металла толщиной от 2 до 10 мм, и соответственно потери металла составляют от 2 до 10%. Регулировка толщины снимаемого слоя металла обеспечивается за счет изменения скорости перемещения заготовки (для зачистки горячего металла в потоке) или скорости перемещения режущей головки вдоль заготовки (для зачистки холодного металла на адьюстаже).
Чтобы избежать таких больших потерь, применяется удаление дефектов не по всей поверхности заготовки, а только с двух сторон. Или ведется выборочная зачистка заготовок, то есть обрабатываются только те заготовки, которые имеют дефекты, подлежащие удалению.
Но в таких случаях наиболее эффективно применять поверхностную зачистку холодных заготовок на адьюстаже, так как современные МОЗ позволяют вести высокопроизводительную зачистку не только всей поверхности, но и ее отдельных участков с шириной полосы от 10 до 450 мм.
Машины для холодных слябов и блюмсов
Большое распространение в последнее время получили автоматы огневой зачистки консольного типа с ручным манипуляторным управлением. Эти МОЗ в зависимости от поставщика имеют конструктивные отличия, но принципиального изменения в технологии зачистки заготовок не имеют.
Все машины используют в процессе ускорения подогрева поверхности заготовки перед подачей режущего кислорода флюс (железный порошок) и имеют системы гидросбива окалины.
Установка фирмы «Evertz» представлена на рис. 5.
Аналогичная МОЗ фирмы «IMS» (США) была запущена в работу в 2010 г. на ОАО «Северсталь».

Рис. 5 Машина огневой зачистки холодных слябов
Технологические особенности, обеспечивающие эффективную эксплуатацию установок подобного типа:
- возможность как огневой зачистки всей поверхности заготовки, так и селективной зачистки;
- высокая скорость подогрева за счет подачи в зону подогрева флюса (железного порошка);
- высокая скорость зачистки от 8 до 25 м/мин;
- эффективная система гидросбива, позволяющая исключить переходы между зачищаемыми полосами;
- поворотная конструкция манипулятора режущей головки машины и возможность вести зачистку заготовок последовательно в двух направлениях (вперед-назад), дающие возможность производить обработку поверхности заготовки с одним подогревом в начале процесса зачистки;
- режущая головка, позволяющая вести работу на разных режимах зачистки, обеспечивая требуемую глубину зачистки и соответствующую ширину прохода.
Производительность МОЗ данного типа составляет около 1 млн тонн обработанных заготовок в год.
Существенным недостатком МОЗ консольного типа с манипулятором является прямая зависимость процесса огневой зачистки заготовок от квалификации оператора, управляющего манипулятором. Также нестабильны в работе системы подачи флюса в зону подогрева.
Новое поколение автоматизированных МОЗ
ООО «СКТБ АВТОГЕНТЕХМАШ» совместно с ООО «ПЛАЗМАМАШ» провело анализ МОЗ, работающих сегодня на металлургических предприятиях РФ. На основании пожеланий потенциальных заказчиков ведется разработка нового поколения машин для огневой зачистки холодных заготовок — как наиболее востребованных на существующих и строящихся производствах. МОЗ нового поколения будут иметь главное преимущество: в них исключается зависимость выполнения технологического процесса от квалификации оператора.
Машина имеет конструкцию портального типа с поперечной платформой, с установленным на ней суппортом режущих головок. Зачистка осуществляется вдоль заготовки полосами шириной от 100 до 300 мм при величине зачищаемого слоя от 2 до 10 мм. Длина обрабатываемой заготовки — до 12 метров, ширина — до 3 метров. Скорость зачистки — от 4 до 20 м/мин.
Для ведения непрерывного процесса зачистки на суппорте установлены два резака: из них один работает в режиме резки, второй — в режиме подогрева. Резак с внутрисопловым смешением газов (рис. 6) позволяет проводить быстрый подогрев кромки без подачи флюса, а также вести зачистку со значительно меньшим расходом режущего кислорода, чем у работающих МОЗ. В настоящее время он проходит испытания для доводки конструкции.

Рис. 6
Машина управляется СЧПУ, позволяя МОЗ вести зачистку в автоматическом режиме в установленных технологических параметрах. Замер габаритов обрабатываемой заготовки, угол наклона резака, установка резаков на кромку производится в автоматическом режиме. Ширина зачищаемой полосы, в зависимости от глубины зачистки, выбирается как в автоматическом режиме, так и по команде оператора.
МОЗ комплектуется блоком управления газами, установкой очистки воздуха, рольгангом, кантователем, устройством гидросбива, устройством водяной завесы для утилизации пыли и шлака.
Расчет расхода кислорода и горючего газа
Для составления технической характеристики машины огневой зачистки проводится предварительный расчет расхода кислорода, горючего газа и воды, необходимых для обработки годовой программы слябов или блюмсов, а также количества образующегося шлака, теплоты и продуктов сгорания.
Расчет производится на основании исходных данных:
- давление кислорода в сети, кгс/см²;
- давление природного газа в сети, кгс/см²;
- давление азота в сети, кгс/см²;
- давление воды в сети, кгс/см²;
- габаритные размеры сляба, мм;
- ширина одного прохода, мм;
- температура сляба, °С;
- годовое количество слябов для поверхностной строжки, шт.
1. Расчет количества режущего кислорода
Для удаления 1 кг железа при зачистке горячего металла расходуется 0,11 кг кислорода. При этом масса образующегося шлака равна 1,11 кг. Коэффициент использования кислорода в зависимости от формы сопла составляет 0,3–0,6. Удельный расход кислорода при удалении 1 кг железа составит 0,18 кг. Плотность кислорода составляет 1,33 кг/м³, в результате на удаление 1 кг железа расходуется следующий объем кислорода:
Vк = 0,18 : 1,33 = 0,15 м³.
При поверхностной зачистке горячего металла с Т более 1000°С требуется 0,15 м³ кислорода на удаление одного килограмма стали.
Для удаления 1 кг железа при зачистке холодного металла расходуется 0,28 кг кислорода. При этом масса образующегося шлака равна 1,28 кг:
Vк = 0,47 : 1,33 = 0,35 м³.
При поверхностной зачистке холодного металла с Т до 250°С для удаления одного килограмма стали требуется 0,35 м³ кислорода. Секундный расход режущего кислорода определяется из следующей зависимости:
Vр.к. сек = Gм · Vк, где
Gм – количество металла, удаляемого за 1 сек;
Vк – расход кислорода на удаление одного килограмма металла.
2. Расчет количества горючего газа
Расход горючего газа на 1 кг зачищенной заготовки определяется по следующей формуле:
qг = 510·K/l·Qн · (tн + l·δ·10⁻³/0,67 + 167·δ), где
K – коэффициент отношения полупериметра к площади поперечного сечения зачищаемой заготовки;
l – длина зачищаемой части сляба;
Qн – низшая теплотворная способность горючего газа (дж/м³);
tн – время зачистки;
δ – глубина зачистки.
Расход горючего газа на 1 м периметра поперечного сечения зачищаемой заготовки в зависимости от низшей теплотворной способности горючего газа определяется по следующей формуле:
Vг.г. = 2·10⁶ / Qн (м³/сек·м)
3. Расчет количества подогревающего кислорода
Расчет количества подогревающего кислорода проводим из соотношения расхода кислорода в подогревающем пламени с природным газом.
Соотношение составляет 2 части кислорода на 1 часть природного газа.
Vкп = α · Vг.г., где
α – коэффициент соотношения кислорода и горючего газа в смеси (для кислорода и природного газа = 2).
4. Суммарный расход кислорода
Суммарный годовой расход кислорода представляет собой сумму из расходов режущего и подогревающего.
Суммарный расход кислорода составляет:
Vс.к. = Vрк сек · t + Vкп сек · t, где
Vрк сек – секундный расход режущего кислорода;
Vпк сек – секундный расход подогревающего кислорода;
t – время зачистки заготовки.
5. Расход воды на охлаждение
Расход воды на охлаждение определяем по следующему соотношению: 0,6 л/сек на 1 метр длины режущей части блоков (для МОЗ горячего металла).
6. Расход воды на гидросбив шлака
Давление воды для гидросбива шлака у выходных сопел должно составлять не менее 8 кгс/см².
Расход воды для гидросбива на 1 м периметра поперечного сечения зачищаемого сляба определяется по следующей формуле:
Vв = 3 · 10⁻⁴ (а + б) (м³/сек).
7. Скорость зачистки слябов
Определяется по эмпирической формуле:
U = (0,67/δ + 167) · 10⁻⁶ (м/сек), где
δ – глубина зачистки в метрах.
8. Состав и количество шлака, образующегося при зачистке холодного металла
Шлак, полученный при зачистке горячего металла, состоит ориентировочно из следующих компонентов: 60% – Fe, 20% – FeO и 20% – Fe3O4.
В 1 кг FeO содержится 0,777 кг железа и 0,223 кг кислорода, в 1 кг Fe3O4 содержится 0,724 кг железа и 0,276 кг кислорода.
В результате в 1 кг шлака содержится, исходя из процентного соотношения:
железа 0,60 + 0,2 × 0,777 + 0,2 × 0,724 = 0,9 кг;
кислорода – 0,1 кг.
Шлак, полученный при зачистке холодного металла, состоит ориентировочно из следующих компонентов:
10% – Fe, 45% – FeO и 45% – Fe3O4.
В 1 кг FeO содержится 0,777 кг железа и 0,223 кг кислорода,
в 1 кг Fe3O4 содержится 0,724 кг железа и 0,276 кг кислорода.
В результате в 1 кг шлака содержится, исходя из процентного соотношения:
железа 0,10 + 0,45 × 0,777 + 0,45 × 0,724 = 0,78 кг;
кислорода – 0,22 кг.
9. Определение объема удаляемого металла
Объем металла, удаляемого с поверхности заготовки за 1 сек, определяется по следующей зависимости:
Vм = а · l/t · δ (м³/сек), где
а – ширина полосы строжки;
l – длина зачищаемой части сляба;
t – время зачистки полосы;
δ – глубина зачистки.
Плотность стали составляет 7800 кг/м³.
Определение тепловыделения и вентиляции
10. Исходные данные для расчета вентиляции
В процессе огневой зачистки выделяется значительное количество теплоты, продуктов сгорания горючего газа (двуокиси углерода и паров воды), продуктов сгорания металла (металлической пыли и частиц окислов металла), а также паров воды при удалении шлака гидросбивом.
При зачистке холодного металла примерно 50% теплоты, образующейся в процессе сгорания металла и горючего газа, расходуется на нагрев шлака и металла, а оставшиеся 50% должны быть удалены из цеха при помощи вентиляции.
10.1. Расчет теплоты, образующейся при горении металла
Горение железа происходит по реакциям:
Fe + 0,5 O2 = FeO + 269200 дж/моль (64,3 ккал/моль);
3Fe + 2 O2 = Fe3O4 + 1117500 дж/моль (266,9 ккал/моль).
Из вышеприведенного следует, что при сгорании 1 кг железа в FeO выделяется теплоты 1150 ккал, а при сгорании 1 кг железа в Fe3O4 – 1595 ккал.
То есть при удалении 1 кг металла в процессе зачистки выделяется теплоты 921 ккал.
10.2. Расчет теплоты, образующейся при горении горючего газа
Количество теплоты, образующейся при горении горючего газа, определяется по формуле:
Qг.г. = Vг.г. · Qн (Дж/сек)
10.3. Суммарное количество выделенной теплоты
Суммарное количество теплоты, выделенной при зачистке, составит:
Qпик = 4·10⁶ (a+b)·(7,5·(0,67+167·δ)+1)
11. Расчет продуктов сгорания горючего газа
При сгорании 1 м³ природного газа образуется:
СО2 – 1,84 кг;
пары Н2О – 1,49 кг.
Количество продуктов сгорания горючего газа определяется по формуле:
G СО2 = Vг.г. · g СО2
G Н2О = Vг.г. · g Н2О, где
Vг.г. – расход горючего газа, м³/час;
g СО2 – количество двуокиси углерода, выделяющееся при сгорании 1 м³ горючего газа;
g Н2О – количество паров воды, выделяющееся при сгорании 1 м³ горючего газа.
12. Определение количества образующейся пыли
При огневой зачистке образуется пыль, состоящая из частиц металла и его окислов. Эти частицы за счет малых размеров находятся во взвешенном состоянии в окружающем воздухе.
Количество пыли, образующейся при огневой зачистке, производится по следующей формуле:
G пыли = 32 · 10⁻⁶ · GcpM, где
GcpM – средний объем металла, удаляемого с поверхности раската за 1 сек.
| Параметр | Горячие заготовки | Холодные заготовки |
|---|---|---|
| Температура металла, °С | 1000-1200 | До 250 |
| Скорость зачистки, м/мин | 20-45 | 5-25 |
| Расход кислорода на 1 кг металла, м³ | 0,15 | 0,35 |
| Подогрев перед резкой | Не требуется | Обязателен (флюс) |
| Тип резака | Внешнее смешение | Внутрисопловое смешение |
| Энергоемкость | Высокая | Ниже на 30-40% |
| Потери металла, % | 2-10 | 2-10 (селективно) |
| Компонент | Горячий металл, % | Холодный металл, % | Содержание Fe в 1 кг шлака, кг |
|---|---|---|---|
| Fe (металлическое железо) | 60 | 10 | - |
| FeO (оксид железа II) | 20 | 45 | 0,777 |
| Fe3O4 (оксид железа II,III) | 20 | 45 | 0,724 |
| Итого железа в шлаке | - | - | 0,9 / 0,78 |
| Кислород в шлаке, кг | - | - | 0,1 / 0,22 |
А.К. Никитин
Генеральный директор
ООО «СКТБ АВТОГЕНТЕХМАШ»
"

