Автоматизация сварочных процессов в машиностроении
Необходимое повышение качества продукции одновременно с уменьшением серийности и частым изменением выпускаемых моделей изделий невозможны без развития автоматизации технологических производственных процессов. В ряде ключевых технологий, например, в различных видах сварки, дальнейшее развитие возможно только с применением технологических роботов.
Ранее эти операции выполнялись вручную. Однако применяемый инструмент полуавтоматических сварок (без робота) часто не может обеспечить требуемое качество движения сварочной горелки по траектории. Точность и постоянство скорости, качество сварного шва, производительность операций, время на подготовку производства — все это критические параметры.
Именно на этих операциях сегодня преимущественно применяются технологические сварочные роботы. Это факт.
Рассмотрим пример организации роботизированного участка сварки на машиностроительном предприятии ООО «Робокат».
Состав робототехнического комплекса дуговой сварки
Робототехнический комплекс дуговой сварки (далее РТК) предназначен для автоматической и полуавтоматической дуговой MIG/MAG сварки металлов в среде защитных газов и реализован с использованием промышленного робота, двухосевого позиционера, стационарного стола и необходимого для робота сварочного оснащения.
Полуавтоматическая дуговая сварка выполняется также оператором-сварщиком на стационарном сварочном столе и играет роль вспомогательного сварочного поста РТК, который используется как роботом, так и оператором-сварщиком.
РТК состоит из следующих элементов:
- Промышленный робот;
- Двухосевой позиционер грузоподъемностью 500 кг;
- Комплект сварочного стола-позиционера;
- Комплект стационарного сварочного стола;
- Комплект сварочной оснастки;
- Комплект автоматической дуговой сварки для применения с роботом;
- Комплект ручной полуавтоматической дуговой сварки;
- Комплект сварочного газового оборудования;
- Комплект защитного ограждения;
- Комплект электрооборудования РТК;
- Фильтровентиляционная установка;
- Комплект ЗИП.
Технические характеристики оборудования РТК
| Параметр | Единица измерения | Значение |
|---|---|---|
| Занимаемая площадь | мм | 7000×4700 |
| Напряжение сети | В | ~3×380 ±15% |
| Частота сети | Гц | 50 |
| Потребляемая мощность | кВА | 35 |
| Температура окружающей среды | °С | 15…40 |
| Влажность воздуха | % | 30…95 |
Источники сварочного тока
| Параметр | Значение |
|---|---|
| Диапазон регулирования сварочного тока | От 5 А до 350 А |
| Диапазон регулирования сварочного напряжения | От 14,3 В до 31,5 В |
| Длительность включения при 40°C (100% ПВ) | 350 А |
| Длительность включения при 20°C (100% ПВ) | 350 А |
| Рабочий цикл | 10 мин (60% ПВ = 6 мин сварка, 4 мин пауза) |
| Напряжение холостого хода | 79 В |
| Сетевое напряжение (допуски) | 3×400 В (от -25% до +20%) |
| Частота | 50/60 Гц |
| Сетевой предохранитель | 3×25 А |
| Макс. потребляемая мощность | 13,9 кВА |
| Класс изоляции | H |
| Класс защиты | IP 23 |
| Температура окружающей среды | От -20°C до +40°C |
| Охлаждение аппарата | Вентилятор |
| Кабель массы | 70 мм² |
| Размеры Д/Ш/В | 780×375×625 мм |
| Вес | 78,5 кг |
| Параметр | Значение |
|---|---|
| Сетевое напряжение (допуски) | 3×400 В (-25% - +20%) |
| Сетевой предохранитель (инерционный) | 3×25 А |
| Диапазон регулирования сварочного тока | 5 А - 350 А |
| Продолжительность включения 40°C | 350 А / 100% |
| Габариты (Д×Ш×В) | 1100×455×1000 мм |
| Вес | 125 кг |
| Габариты устройства подачи проволоки | 690×300×410 мм |
| Вес устройства подачи проволоки | 15,1 кг |
Система управления и манипулятор робота
| Параметр | Значение |
|---|---|
| Номинальное напряжение | Транс. Тип E 380-415, 440-480, 500 В Транс. Тип D 380-415, 200-230 В 50/60 Гц, 3 фазы |
| Допустимое колебание напряжения | +10% / -15% |
| Допустимое колебание частоты | +/-1 Гц |
| Мощность источника питания | 3 КВА |
| Средняя потребляемая мощность | 1,0 кВт |
| Допустимая температура окружающего воздуха | От 0°C до 45°C во время работы От -20°C до 60°C при транспортировке и хранении |
| Допустимая влажность | Относительная влажность: от 30% до 95%, без конденсата |
| Вибрация | 0,5 G или менее |
| Высота над уровнем моря | Не выше 1000 метров |
| Масса блока управления | Около 180 кг |
| Параметр | Значение |
|---|---|
| Управляемые оси | 6 |
| Установка | Напольная, настенная, потолочная |
| Настройка нагрузки | Режим 3 кг (стандарт для сварочной горелки) |
| Углы перемещений (Ось 1) | 185° |
| Углы перемещений (Ось 2) | 160° |
| Углы перемещений (Ось 3) | 275,6° / -185° |
| Углы перемещений (Ось 4) | 200° / -200° |
| Углы перемещений (Ось 5) | 140° / -140°; 180° / -180° |
| Углы перемещений (Ось 6) | 270° / -270°; 450° / -450° |
| Максимальная скорость (Ось 1) | 195°/сек |
| Максимальная скорость (Ось 2) | 175°/сек |
| Максимальная скорость (Ось 3) | 180°/сек |
| Максимальная скорость (Ось 4) | 400°/сек |
| Максимальная скорость (Ось 5) | 400°/сек |
| Максимальная скорость (Ось 6) | 600°/сек |
| Максимальная нагрузка на кисть | 3 кг |
| Максимальная нагрузка на ось 3 | 12 кг |
| Повторяемость | ±0,08 мм |
| Вес | 250 кг |
| Уровень шума | Меньше 70 дБ |
| Параметр | Значение |
|---|---|
| Угол поворота (Ось 1) | 270° |
| Угол поворота (Ось 2) | 480° |
| Габаритные размеры (без навесных элементов) | 900×493×500 мм |
| Масса | 295 кг |
| Параметр | Значение |
|---|---|
| Номинальное напряжение | ~3×380 В (от -15% до +10%) |
| Потребляемая мощность | 1,0 кВт |
| Габаритные размеры | 1350×960×2500 мм |
| Масса | 208 кг |
| Мощность электродвигателя вентилятора | 1,5 кВт |
| Производительность вентилятора | 2100 м³/час |
| Уровень шума | 78 дБА |
| Активная фильтрующая поверхность фильтра тонкой очистки | 23 м² |
| Активная фильтрующая поверхность угольного фильтра | 2 м² |
| Радиус действия ПВУ | 2,5 м |
Планировка и компоновка рабочего пространства
Планировка РТК подробно показана на Рис. 1. На схеме нет ограждения РТК и источника сварочного тока полуавтоматической сварки, так как они являются перемещаемыми. Колонна 5 показана условно.
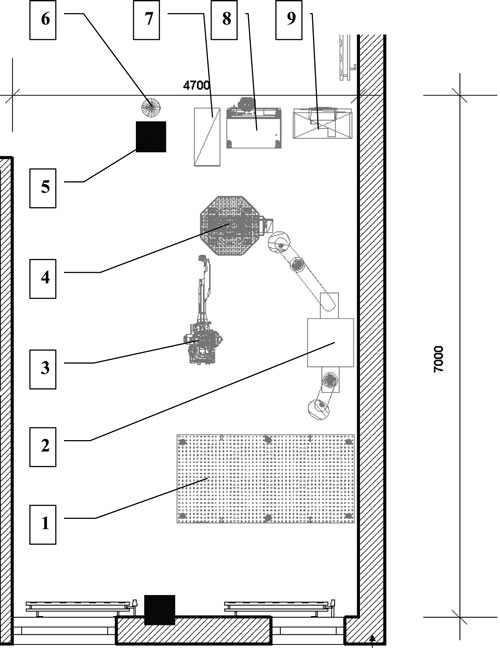
Рис. 1. Планировка РТК
Элементы комплекса:
- Сварочный стол 2400×1200
- Фильтровентиляционная установка
- Манипулятор робота
- Двухосевой позиционер с восьмиугольным сварочным столом 414×1000×50
- Колонна
- Газовый баллон
- Источник сварочного тока
- Система управления роботом
- Шкаф стабилизаторов (опция применяется при нестабильности электросети)
На Рис. 2 можно увидеть внешний вид РТК.
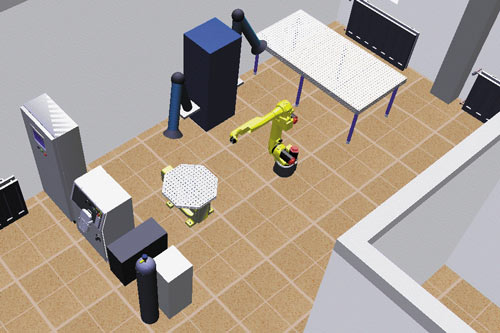
Рис. 2 Внешний вид РТК
Безопасность персонала обеспечивается посредством контроля рабочей зоны фотобарьерами. Фотобарьеры активируются при выборе автоматического режима работы робота.
Аварийный останов РТК обеспечивают кнопки аварийного останова на переносном пульте управления роботом и на шкафу системы управления роботом.
Защита от сварочных брызг и светового излучения обеспечивают шторки из негорючего материала, входящие в комплект защитного ограждения.
Обрабатываемые материалы и технологические процессы
Источники сварочного тока предназначены для следующих процессов:

| Процесс | Газ | Проволока |
|---|---|---|
| Сварка нелегированных, низколегированных и высоколегированных сталей | Ar 80-90% / CO₂ | Сталь |
| Корневые швы на нелегированных и низколегированных сортах стали, а также высокопрочных сортах мелкозернистой стали | Ar 80-90% / CO₂ | Сталь |
| Лицевые швы конструкций из нержавеющих сталей | - | Нержавеющая сталь |
| Пайка смешанных соединений алюминий/сталь | На основе цинка | - |
| Пайка хромоникелевых листов | - | CuAl8/AlBz8 |
| Пайка оцинкованных листов, тавровые соединения | - | CuSi, AlSi и Zn |
Размеры обрабатываемых заготовок
Автоматизированная сварка
При обработке на двухосевом столе-позиционере:
- Габариты, Д×Ш×В, мм – 900×900×700
- Максимальная масса, кг – 350 (с учетом веса оснастки)
При обработке на стационарном сварочном столе:
- Габариты, Д×Ш×В, мм – 700×700×50 (при стационарной установке заготовки)
- Габариты, Д×Ш×В, мм – 2300×1100×50 (при изменении положения заготовки)
Полуавтоматическая ручная сварка
- Габариты, Д×Ш×В, мм – 2300×1100×50
Рабочая зона робота показана на Рис. 3.
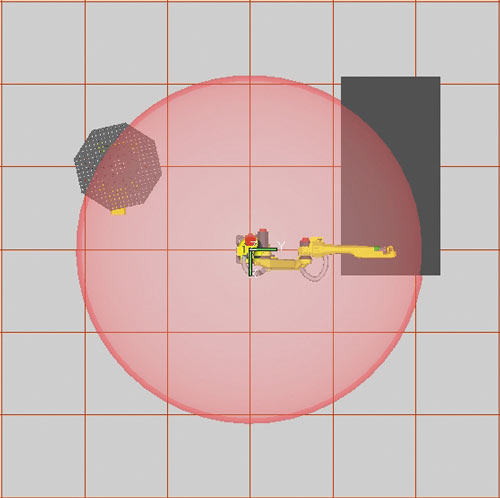
Рис. 3
Необходимо отметить, что стол-позиционер включен в совместное управление осями робота в качестве 7 и 8 дополнительной оси, что позволяет увеличить достижимость практически всех сварочных швов заготовок и увеличить скорость выполнения сварочных операций.
РТК оснащен системой универсальной сварочной оснастки, позволяющей установить широкую гамму заготовок на сварочные столы. Предварительная подготовка расположения оснастки осуществляется в 3D-системе в режиме off-line.
Результаты внедрения роботизированной сварки
Разработка и внедрение роботизированного сварочного участка группой компаний РОБОКОН позволили решить следующие проблемы:
- повысить точность и качество сварных швов;
- осуществлять быструю переналадку на новые модели заготовок деталей;
- уменьшить в несколько раз время на подготовку производства деталей (особенно при повторных деталях);
- создать базу данных деталей, сварочной оснастки и сварных швов и таким образом уменьшить время на подготовку производства и повысить качество продукции;
- уменьшить брак за счет «человеческого фактора»;
- повысить квалификацию и интерес персонала к выполняемой работе;
- увеличить количество заказов и уменьшить время исполнения заказов на сварочном участке производства.
| Параметр | Ручная сварка | Роботизированная сварка | Эффект |
|---|---|---|---|
| Точность движения горелки | Зависит от оператора | Повторяемость ±0,08 мм | ✓ Стабильное качество |
| Скорость сварки | Переменная | Постоянная, программируемая | ✓ Предсказуемый результат |
| Переналадка | Длительная | Быстрая загрузка программ | ✓ Экономия времени |
| Доступ к швам | Ограничен | 6 осей робота + 2 оси позиционера | ✓ Все пространственные положения |
| Производительность | Базовая | Непрерывная работа | ✓ Рост выпуска |
| Влияние человеческого фактора | Высокое | Минимальное | ✓ Снижение брака |
Впечатляет, правда? Робот не устает, не ошибается и работает с одинаковой точностью 24/7. Это серьезно меняет подход к организации сварочного производства.
Жеребятьев К.В.
к.т.н., «Инженер года РФ - 2005»
Группа компаний «РОБОКОН»
"

