Задачи контурной обработки: 5 ключевых требований
Специфика металлорежущего оборудования
Существуют задачи, которые требуют особого подхода к выбору системы управления. Не любая ЧПУ подойдет. Давайте разберемся, что именно нужно:
- ✔️ Контурная обработка поверхности — база, без этого никуда
- ✔️ Возможность ввода и изменения технологической программы стандартными средствами (сегодня это код ISO)
- ✔️ Упрощенный интерфейс оператора, избавленный от избыточной информации, как в традиционных системах ЧПУ
- ✔️ Возможность реализации многоканальной обработки (одновременное выполнение нескольких технологических программ)
- ✔️ Наличие функций, учитывающих специфику металлорежущего оборудования: постоянство скорости резания, движение по датчику касания, компенсация люфтов и неравномерности винтов
Список внушительный, не правда ли? Но это только верхушка айсберга.
Каждый пункт — это не просто пожелание, а необходимость. Без компенсации люфтов, например, точность обработки улетучивается. А без постоянства скорости резания качество поверхности оставляет желать лучшего.
Традиционные ЧПУ: когда функционал избыточен
Квалификация оператора как проблема
С одной стороны, использование традиционных ЧПУ позволит реализовать практически любые задачи контурной обработки. Это факт.
Но есть нюанс. Требуется соответствующая квалификация оператора станка с ЧПУ. В условиях нехватки квалифицированного персонала для многих предприятий это становится серьезной проблемой.
Представьте ситуацию: станок куплен, ЧПУ установлена, а работать некому. Или есть оператор, но он не справляется со сложным интерфейсом. Знакомо?
Кроме того, во многих задачах функции традиционных ЧПУ оказываются избыточными. Вы платите за возможности, которыми никогда не будете пользоваться. Это как купить грузовик для поездки в магазин за хлебом.
Motion controller: плюсы и подводные камни
Панели оператора: простота vs функциональность
С другой стороны — существует такой класс оборудования как motion controller и, в частности, модули позиционирования. На первый взгляд, они не столь функционально насыщены.
Они предполагают использование панелей оператора для ввода и отображения информации. Позволяют быстро и легко реализовать необходимый интерфейс. Звучит заманчиво, верно?
Однако модули позиционирования не в полной мере подходят для задач металлорежущего оборудования с контурной обработкой. Трудоемкость разработки зачастую оказывается неоправданно высокой.
Кроме всего прочего, не учитываются все нюансы и специфика станков. Наличие, например, круговой интерполяции в модуле позиционирования вовсе не ставит его вровень с системами ЧПУ.
Даже если не требуется проводить более сложные виды обработки на станке. Есть разница, и она существенна.
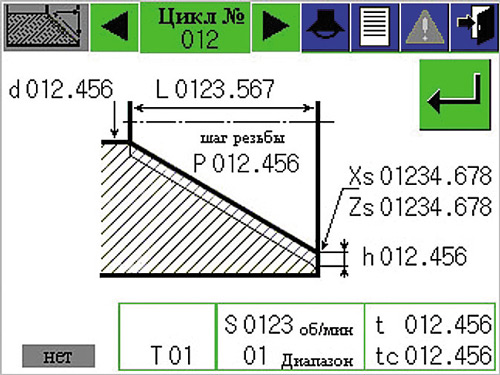
Рис. 1 Архитектура систем управления станками
Сравнение стоимости и трудоемкости
Цена вопроса
Что же касается цены, то стоимость традиционных систем ЧПУ и motion controller очень близка. Это важный момент.
Основное прикладное отличие заключается в том, что к модулям позиционирования (ко многим моделям) можно подключать приводы других производителей. Управление ими реализовано через импульсные или аналоговые интерфейсы.
В системах ЧПУ, как правило, используется информационная шина. У большинства крупных мировых производителей она закрыта для интеграции приводов сторонних производителей.
Что же касается стоимости, то цена, например, модели ЧПУ Mitsubishi С64 составляет около 65 000 рублей, включая НДС. Поэтому ценовая разница со стоимостью модуля позиционирования вряд ли станет камнем преткновения при принятии решения.
Графический дисплей является дополнением как для ЧПУ, так и для motion controller. Будем считать, что их стоимость примерно одинакова.
Трудоемкость разработки ПО
Не стоит забывать о том, что рассуждения только лишь о стоимости аппаратной части не вполне корректны. Нельзя забывать про трудоемкость создания программного обеспечения.
Здесь системы ЧПУ имеют явные достоинства применительно к металлорежущему оборудованию с контурной обработкой поверхностей.
Однако возможности систем ЧПУ применительно к металлорежущим станкам с контурной обработкой все-таки значительно выше.
Главное, что на этапе принятия решения в пользу той или иной архитектуры СУ пользователь может быть уверен: опираясь на систему ЧПУ, вероятность попадания в технический тупик гораздо ниже.
Например, одно из ограничений, свойственных модулям позиционирования — отсутствие возможности изменения скорости во время выполнения кадра (так называемая процентовка).
Очевидно, что для любой системы ЧПУ таких ограничений не может быть в принципе. Есть также определенные ограничения по выходу в исходное, выборке люфта и т.п.
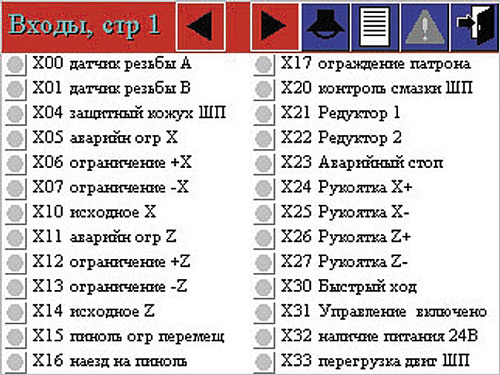
Рис. 2 Система ЧПУ Mitsubishi Electric

Рис. 3 Модульная архитектура управления
Mitsubishi C64: гибридное решение
Совмещение лучших практик
Программа продукции Mitsubishi Electric включает программируемые контроллеры с модулями позиционирования, панели оператора, сервоприводы, преобразователи частоты, а также традиционные системы ЧПУ.
Имея многолетние наработки в этих областях для решения нестандартных с точки зрения классических станков с ЧПУ задач, компания Mitsubishi Electric предложила интересное решение.
Главная идея — совместить ядро системы ЧПУ и интерфейс графической панели оператора, используемой до того момента исключительно в паре с программируемыми контроллерами (motion controller в частности).
В результате пользователь имеет полноценную систему команд ЧПУ с возможностью ввода программ в коде ISO со всеми вытекающими из этого достоинствами применительно к металлорежущему оборудованию.
При этом на экране ЧПУ оператор работает с облегченным интерфейсом, специально разработанным для данного станка.
Упрощенный интерфейс без программирования
Хотелось бы подчеркнуть: «разработать» в данном случае не означает написать какую-либо программу на алгоритмическом языке типа C++ или Visual Basic.
Речь идет о графической панели оператора (с тактильным экраном в частности), что предполагает наличие специализированного инструментария.
Задача разработчика сводится к расположению органов управления и индикации (как правило берутся из БД графических изображений) на экране с последующей привязкой к регистрам контроллера ЧПУ.
Никакого программирования и художественного творчества в этом случае, как правило, не требуется. И это принципиально важно.
Важно также подчеркнуть, что создание пользовательских экранов не означает отсутствия стандартных традиционных экранов ЧПУ.
Так называемые системные экраны, безусловно, имеются. Речь идет лишь о дополнении этих экранов пользовательскими с минимальными временными затратами. В этом основная идея предложенного решения.
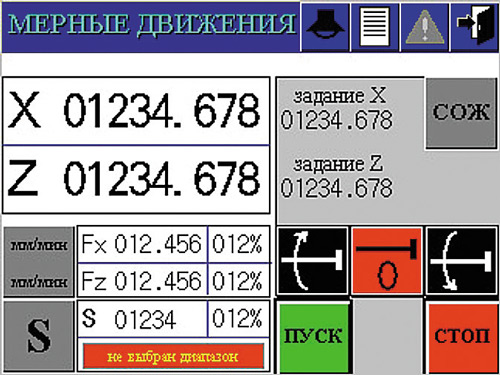
Рис. 4 Графическая панель оператора
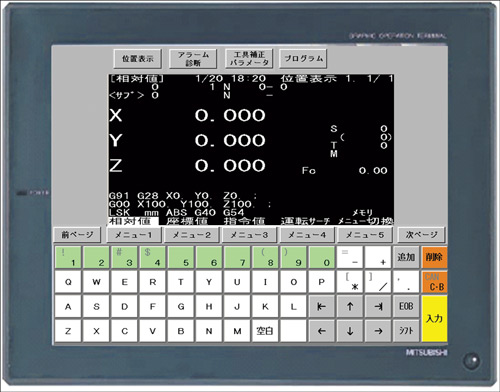
Рис. 5 Интерфейс системы С64
Технические характеристики С64
Возможности начального уровня
По своим характеристикам С64 относится к системам ЧПУ начального уровня. Однако, несмотря на это, она обеспечивает возможность многоканальной обработки и управление до 14-ю осями.
Неплохо для «начального уровня», согласитесь?
| Параметр | 1-осевой | Токарный | Фрезерный | Токарный | 1-осевой |
|---|---|---|---|---|---|
| Тип ЧПУ | |||||
| Дисплей | без Windows от 5,6 до 12 дюймов | ||||
| Оси | |||||
| Макс. кол-во осей (NC + Spindle + PLC + Peripheral axes) | 7 | 14 | |||
| Макс. кол-во NC-осей | 2 | 4 | 14 | 12 | 14 |
| Макс. кол-во шпинделей | 2 | 2 | 4 | 7 | |
| Макс. кол-во PLC-осей | - | 7 | |||
| Макс. кол-во вспомог. осей | 5 | 7 | |||
| Макс. кол-во NC-осей в канале | 2 | 6 | 4 | 2 | |
| Кол-во осей в интерполяции | 2 | 4 | 4 | 2 | |
| Макс. кол-во каналов | 2 | 3 | 7 | ||
| Мин. инкремент задания (µm) | 1/0,1 | ||||
Разброс возможностей впечатляет. От простых 1-осевых систем до сложных многоканальных решений с 14 осями.
Надежность без Windows: почему это важно
Промышленная надежность
Возможности графических терминалов Mitsubishi очень близки к функциональным возможностям панелей с операционной системой на базе ОС Windows.
Однако панели Mitsubishi не используют Windows. Что в условиях промышленного производства очень благоприятно сказывается на общей надежности системы управления.
Подумайте сами: меньше программного кода — меньше потенциальных проблем. Никаких внезапных обновлений, синих экранов смерти или зависаний.
В цеху важна стабильность. Станок должен работать, а не перезагружаться.
Итак, цена – не выше стоимости решения на базе модуля позиционирования. Временные затраты на разработку ПО – минимальны (при прочих равных условиях).
Ограничения системы: честный разбор
Закрытая архитектура
Среди недостатков – невозможность использования приводов сторонних производителей. Это факт, с которым нужно считаться.
Однако не всегда это является недостатком. Ведь взаимная интеграция «родных» продуктов, как правило, всегда выше, чем совмещение оборудования разных производителей.
Следовательно, с технической точки зрения данное «достоинство» является недостатком и оправдано только лишь в случаях, когда требуется заменить исключительно систему ЧПУ без приводов.
Стоит отметить, что количество такого рода задач из года в год уменьшается. Производители все чаще предлагают комплексные решения.
Опыт российских предприятий
Реальные кейсы внедрения
В России уже есть ряд предприятий, использовавших ранее модули позиционирования для решения задач контурной обработки на металлорежущем оборудовании.
Все они с удовлетворением отмечали, что удачное техническое решение от Mitsubishi Electric является наиболее оптимальным:
- ✓ Для решения нестандартных задач контурной обработки
- ✓ При необходимости реализации упрощенного интерфейса оператора с минимальными затратами времени и за минимальные деньги
- ✓ Для обеспечения высокой надежности при вышеуказанной функциональности благодаря отсутствию компонентов, функционирующих под ОС Windows
Практика показывает: решение работает. И работает хорошо.
Итоговый выбор: что лучше для вас
Критерии принятия решения
Давайте подведем итоги. Что выбрать?
| Критерий | Традиционное ЧПУ | Motion controller | Mitsubishi C64 |
|---|---|---|---|
| Функциональность | Максимальная | Ограниченная | Оптимальная |
| Сложность интерфейса | Высокая | Низкая | Настраиваемая |
| Требования к оператору | Высокие | Средние | Средние |
| Стоимость | Высокая | Средняя | Средняя |
| Трудоемкость разработки | Низкая | Высокая | Минимальная |
| Надежность | Высокая | Зависит от ПО | Высокая (без Windows) |
| Интеграция сторонних приводов | Ограничена | Открыта | Ограничена |
Если вам нужна максимальная функциональность и вы готовы платить за нее — берите традиционное ЧПУ. Это проверенный путь.
Если задачи простые, а бюджет ограничен — присмотритесь к motion controller. Но учтите: разработка может затянуться.
Если же нужен баланс между функциональностью, простотой использования и стоимостью — Mitsubishi C64 выглядит оптимальным выбором.
Есть над чем подумать. Но одно ясно: универсального решения не существует. Каждый случай требует индивидуального подхода.
Выбор за вами.
ООО «ЭНСИ-ТЕХ»
Москва, ул. Б. Новодмитровская, д.14, стр.2, оф. 213
Тел. (495)748-01-91

