Эволюция ЧПУ: от простых систем к гибким комплексам
Как изменился подход к числовому программному управлению
Средства ЧПУ сегодня шагнули далеко вперед по сравнению с тем, что было всего несколько лет назад. Появились по-настоящему гибкие системы, способные управлять самым разным оборудованием — от простого трехкоординатного фрезерного станка до сложнейших многокоординатных комплексов. Более того, современные ЧПУ могут одновременно управлять несколькими видами обработки.
Это изменило сам подход к выбору системы числового программного управления. Главное требование — повышение эффективности производства. Именно поэтому появляются новые специализированные модели, ориентированные не только на вид и сложность обработки, но и на тип производства, масштаб задач, величину предприятия.

Рис. 1. Современная система ЧПУ интегрирована в производственный процесс
Баланс между стоимостью и функциональностью
Иногда в погоне за снижением себестоимости производители урезают набор функций аппаратных и программных средств до минимума. Такая усеченная система управления существенно снижает возможности станка при модернизации и в итоге требует полной замены ЧПУ.
Чем шире набор функций, предусмотренных в базовой комплектации, тем больше возможностей получает оборудование после модернизации. Для сложного дорогостоящего оборудования появляются дополнительные опции, расширяющие функциональные возможности.
Ключевые требования к системам высокого класса
Что должно быть в современной системе ЧПУ
Для систем ЧПУ высокого класса сегодня актуальны следующие требования:
- открытая аппаратная и программная архитектура;
- возможность аналогового и цифрового управления приводами;
- возможность подключения различных типов датчиков;
- многоканальное управление;
- большой объем памяти под технологические программы;
- расширенный диалог с оператором;
- наличие постпроцессоров для распространенных систем САМ;
- оптимизация режимов обработки;
- контроль результатов обработки, самодиагностика и устранение погрешностей интеллектуальными средствами;
- обслуживание станков в режиме удаленного доступа;
- оперативная и надежная поддержка сервиса при эксплуатации.
Открытая архитектура и стандарты SERCOS
Два направления развития архитектуры
Для развития архитектуры систем ЧПУ существует два направления — двухкомпьютерные архитектурные модели и однокомпьютерный вариант, требующий большей вычислительной мощности. Архитектурные варианты отражают общие принципы: разграничение системных, прикладных и коммуникационных возможностей, возможность независимого их развития на основе оригинальных разработок, стандартизация интерфейсов и транзакций.
Для открытых систем характерны поддержка SERCOS интерфейса, Profibus, стандартная PC платформа, поддержка языков электроавтоматики согласно стандарту IEC 61131-3.
Программная архитектура и ядро ЧПУ
Программная архитектура ЧПУ обеспечивается во многом через функционирование ядра ЧПУ, которое называют также геометрической задачей, подсистемой формообразования, SoftCNC, SoftMotion, Motion Control. Ранее подсистему формообразования строили путем установки на шину компьютера платы с проблемно-ориентированным процессором и отдельной операционной системой. Такое решение обеспечивало полностью закрытую систему.
Привлекательны открытые системы, полностью реализованные (включая интерфейс оператора Motion Control и контроллер электроавтоматики) на единой Windows платформе. Подсистема Motion Control допускает неограниченное расширение путем создания новых функций и приложений, а также интерфейса оператора.
Открытые системы позволяют использовать Web доступ на основе унифицированных средств: языка XML, OMAC (Open modular architecture for controllers) — схемы и протокола SOAP (Simple Object Access Protocol). При этом реализуется концепция взаимодействия оборудования в рамках жизненного цикла проектирования изделий через весь технологический процесс.
Инициатива Boeing и архитектура GNC
Несколько лет назад фирма Boeing предприняла инициативу «проектирование и производство в любом месте». Согласно этому принципу с использованием выше названных инструментов разработана архитектура системы ЧПУ типа GNC (Generative Numerical Control, интеллектуальная система ЧПУ) для операционной системы Windows.
В этой системе технологии XML, OMAC встроены в традиционную закрытую систему ЧПУ для интеграции оборудования в единое производственное информационное пространство. Также с использованием этих технологий возможно создать гомогенную информационную структуру над системами ЧПУ разных производителей.
Для получения открытой системы и превращения станка с ЧПУ в узел корпоративной сети, использующий XML, OMAC схемы, распространяющий, получающий, разделяющий информацию по всему предприятию и за его пределами, многие пользователи устанавливают дополнительное оборудование, например, внешний компьютер.
Интерфейс SERCOS — мировой стандарт
Развитие программного управления станками привело к созданию интеллектуальных цифровых приводов, обеспечивающих высокую скорость и точность при минимальных затратах. Для их использования необходим быстродействующий цифровой открытый и стандартный интерфейс, который обеспечивает возможность подключения вводов от любых производителей.
Всем этим требованиям отвечает SERCOS интерфейс (Serial real-time communication system) для цифровых следящих приводов; он стал для систем ЧПУ мировым стандартом IEC 61491.
Каждая координатная ось управляется циклическими командами, генерируемыми интерполятором системы управления. При этом обеспечивается совокупная точность интерполируемого движения. Сигналы цифрового привода обрабатываются микроконтроллером, при помощи которого осуществляется управление подачей и вращением шпинделя, а также выполняется тонкая интерполяция и позиционное управление с исключительно коротким циклом.
От обычного привода его отличает большая точность, что особенно важно при высоких скоростях подачи — т.е. для высокоскоростной обработки. Циклом для цифровых приводов служит цикл системы ЧПУ.

Рис. 2. Цифровой привод с интерфейсом SERCOS обеспечивает высокую точность
Микросхемы и унификация
При производстве СЧПУ ведущую роль играют микросхемы. В последнее время укоренилась тенденция к унификации, увеличению быстродействия, уменьшению размеров при увеличении надежности. Доступность основных микросхем и блоков на рынке позволяет небольшим компаниям собирать собственные системы и конкурировать в сегментах рынка, где существуют специальные условия с тройкой признанных лидеров: Siemens, Heidenhain, GE Fanuc Automation.
Однако применение таких систем на больших предприятиях малоперспективно, т.к. чем больше на предприятии станков, оборудованных системами ЧПУ одного производителя, тем проще их обслуживать. Не требуется специальных знаний по каждой системе, что позволяет проще обучать персонал и обеспечивает возможность быстрой адаптации и обучения новых работников.
При этом стоит учитывать, что современные устройства ЧПУ способны эффективно применяться как в крупносерийном производстве, так и при изготовлении мелкосерийной продукции, используя стандартные циклы обработки или режим обучения, повторения действий, выполненных оператором вручную.
В силу небольшого объема вычислений по сравнению с персональными ЭВМ для процессоров систем ЧПУ важна не производительность, а тактовая частота, т.к. она определяет частоту выдачи приводам управляющих команд, а это определяет дискретность перемещений, качество и точность получаемых поверхностей.
HEIDENHAIN: новое поколение на платформе NC-Kernel
Компактная система TNC 320
Компания HEIDENHAIN разработала новое поколение систем ЧПУ, для которого была создана новая платформа и новая операционная система, названная NC-Kernel. На этой базе в настоящее время актуальны несколько систем управления.
Во-первых, компактная система ЧПУ TNC 320. Она обладает возможностью управления фрезерными, сверлильными или расточными станками с аналоговыми приводами подач и шпинделем. Количество управляемых осей — до 5.
Модель призвана занять сегменты модернизации универсальных станков и обработки простых деталей с маленькой партионностью, где большие станки со сложными системами ЧПУ не рентабельны. Станок, оборудованный такой системой, может использоваться и в ручном режиме с управлением перемещениями по координатам при помощи электронных маховичков.
Цифровая система TNC 620
TNC 620 — цифровая система ЧПУ на базе NC-Kernel, она позволяет управлять станками с числом координат до 5. Модель характеризуется новым интерфейсом управления HSCI (HEIDENHAIN Serial Controller Interface), который имеет сходные с интерфейсом Ethernet коммуникационные возможности.
Токарный вариант MANUALPlus 4110
Токарный вариант ЧПУ на базе NC-Kernel носит название MANUALPlus 4110. Система позволяет управлять 2-мя координатами и шпинделем, также возможно активизировать ось С и приводной инструмент. Для упрощения программирования включен новый режим Smart Turn, предназначенный для более «дружественного» программирования, даже в условиях мастерской.
Мощная система iTNC 530
Также остается актуальной и самая мощная цифровая система HEIDENHAIN iTNC 530, которая применяется ведущими производителями станков. Данная система обладает всеми преимуществами систем управления на базе NC-Kernel и интерфейса HSCI.
Fanuc серии 30: нанометровая точность обработки
Высокоуровневая система для 5-координатной обработки
Корпорация Fanuc создала высокоуровневую систему серии 30, ориентированную на повышенную производительность. Системы этой серии предназначены для 5-координатной обработки.
В отличие от предыдущих серий 16, 18, 21, использовавших процессоры Intel, обеспечивавших низкое энергопотребление и высокую надежность, в 30 серии используется RISC процессор компании IBM, т.е. процессор с сокращенным набором команд, за счет чего повышается производительность процессора.
В 15 серии использовался процессор серии G фирмы Motorola. Система использовала источник на 200 В и выделяла много тепла, по этой и другим причинам 15 серия не получила широкого распространения, однако программное и аппаратное обеспечение 15 и 16 серий использовано в 30 серии.
В результате ЧПУ 30 серии должны обрабатывать больше координат и процессов, например, система может управлять 32 сервоприводами и 8 шпинделями. По некоторым утверждениям эти системы могут производить расчеты для интерполяции с нанометрической точностью.
Siemens, Fagor, Bosch Rexroth и Mitsubishi
Sinumerik от Siemens с усовершенствованными пакетами
Компания Siemens для систем управления Sinumerik для повышения эффективности работы использует усовершенствованные пакеты программ ShopMill, ShopTurn, SinuTrain. Программа SinuTrain дает возможность изучать систему управления ЧПУ и отлаживать программы обработки деталей на ПК. Программа может использоваться и для обучения, и на производстве.
Fagor 8070: синхронизация для высокоскоростной обработки
Система 8070 компании Fagor ориентирована, прежде всего, на управление высокоскоростной обработкой. Одна из особенностей этой системы — максимальная синхронизация сервоприводов станка для обеспечения максимальной точности, особенно важной при большом количестве оборотов инструмента или детали.
Большая роль в достижении необходимых характеристик принадлежит интерфейсу SERCOS. Позволяет управлять 28 осями и 4 шпинделями. При этом система позволяет объединять до 4-х станков в производственные узлы или управлять 4-я станками.

Рис. 3. Система ЧПУ Fagor 8070 для высокоскоростной обработки
Bosch Rexroth IdraMotion MTX: функция Retrace
Компания Bosch Rexroth выпустила новую версию системы ЧПУ IdraMotion MTX на основе процессора Intel. Система двухканальная, при этом традиционно по одному каналу можно управлять фрезерованием, по другому точением, в этой системе по одному каналу происходит движение информации по технологии обработки, по другому информация по управлению.
Система включает компактную версию, стандартную и высокопроизводительную. Предполагается многокоординатная обработка системой — 64–144 координат.
По мнению разработчиков система может быть применена в сегменте газопламенного и газоструйного резания, где традиционно имелось ограничение из-за типов используемых контроллеров. В ней реализована ключевая функция, необходимая для применения в технологиях раскроя — retrace.
При перемещении по заданной траектории резания в случае возникновения какой-либо проблемы, например, прекращения подачи абразива в водонапорную струю или прекращении подачи газа, образуется необработанный участок.
Если траектория движения рабочего органа сложная, то повторить движение в обратном порядке обычным способом практически невозможно. Функция Retrace позволяет просто передвинуть джойстик или нажать кнопку возврата, и ЧПУ отработает возвращение назад, пока оператор не решит, что достигнуто место, где прервался процесс обработки, и перезапустит машину.
Mitsubishi C64: нетрадиционный подход
Модель C64 корпорации Mitsubishi реализует нетрадиционный подход. Система предназначена для контурной обработки, имеет исполнения для работы на фрезерном и токарном оборудовании и максимально способна управлять 14-ю осями и двумя шпинделями, система многоканальная (от 2 до 7 каналов в разных исполнениях).
При этом не используется операционная система Windows и реализован упрощенный интерфейс оператора, исключающий большое количество информации на экране, ввод и редактирование программ происходит в кодах ISO.
Отечественные системы ЧПУ: Модмаш, Ижпрэст, Балт-Систем
Преимущества российских разработок
Отечественные производители продолжают разработки собственных систем с учетом мирового опыта. Безусловно, отечественным системам весьма сложно конкурировать с зарубежными, однако, у них находятся свои преимущества — возможность модернизации ранее поставленных систем отечественных производителей, близость разработчиков к объектам модернизации или поставки, оперативность, отсутствие языковых барьеров и т.д.
Модмаш-софт: системы FMS-3000 и FMS-3100
Предприятие Модмаш-софт выпускает универсальные СЧПУ FMS-3000, FMS-3100 с открытой архитектурой системы управления. Их адаптация к конкретному типу станка осуществляется с помощью программы электроавтоматики и разветвленной системы параметров.
Основа этих систем — персональный компьютер промышленного исполнения. Программное обеспечение реализовано с использованием библиотеки RT-Kernel, гарантирующей высокое качество выполнения таймерных задач управления сервоприводами и циклами электроавтоматики. Открытая структура также позволяет включать в состав системы программные модули пользователя. Способна управлять до 32 осей, контроллер Ethernet.
ЧСПУ модели 3000 предназначена для установки на различные типы технологического оборудования: фрезерные, расточные и копировальные станки, а также обрабатывающие центры и машины термической резки. Система 3100 разработана для управления намоточными, токарными и токарно-карусельными станками.
Существуют модификации этих систем STANDART и COMFORT. Исполнение COMFORT имеет большую FLASH память и большее число входов выходов.
Ижпрэст: универсальные устройства Маяк
Компания Ижпрэст представляет универсальные устройства ЧПУ Маяк 400, 500, 600 (Е), 610 (Е), 621 (Е) для управления различными видами технологического оборудования: фрезерным, токарным, расточным, шлифовальным, для электронно-лучевой сварки, лазерного и плазменного раскроя.
Блок ЧПУ и пульт оператора соединены последовательным интерфейсом. ЧПУ встраивается в электрошкаф, а пульт оператора в пульт станка. «Маяк 600» в базовой комплектации позволяет управлять не более чем 10 координатами. К измерительным контурам можно подключать фотоэлектрические и индуктивные датчики обратной связи.
Ввод и вывод управляющих программ и параметров — через FDD, Ethernet, Flash накопители. Предусмотрены постоянные циклы сверления, расточки, нарезания резьбы. Возможно программирование циклов пользователя с добавлением дополнительных G функций, кадры управляющей программы готовятся в формате ИСО. Число входов/выходов 512 и более, такт управления приводами 1 мс. Поддержка интерфейсов RS 485 и CAN.
Балт-Систем: современные системы на шине SSB
Балт-Систем производит системы УЧПУ NC–201, 202, 210, 220, 230, 310. NC310 — одна из наиболее современных систем ЧПУ на базе высокоскоростной шины SSB. Спроектирована на основе принципа открытой архитектуры, может управлять до 8 осей, такт управления приводами 1 мс.
Предназначена для комплектации фрезерно-сверлильно-расточной группы, токарно-карусельно-револьверной групп, а также газопламенного и лазерного оборудования. Система с индексом 110 может управлять числом осей до 17.
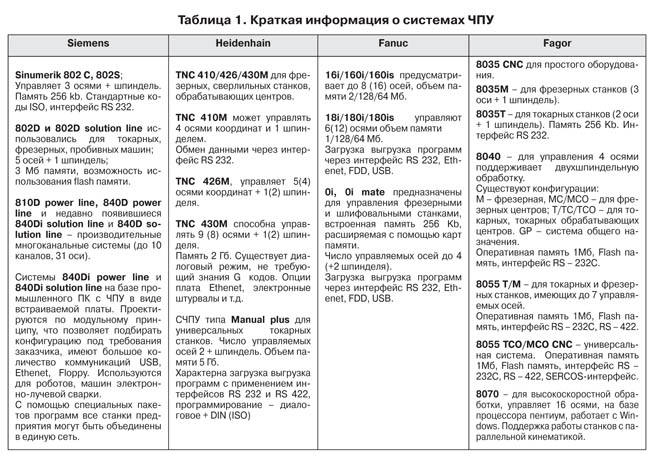
Рис. 4. Сравнительная таблица характеристик систем ЧПУ различных производителей
Микрос-12: субмикронная точность
Компания Микрос разработала УЧПУ «Микрос-12» с использованием принципов архитектуры промышленного компьютера с собственной операционной системой. Управление осуществляется в диалоговом режиме с использованием меню. Встроенный имитатор входных и выходных сигналов станка позволяет проводить предварительную отладку программы управления электроавтоматикой без включения станка. ЧПУ Микрос имеют систему самодиагностики.
Число управляемых осей 4 и более, используемые интерфейсы Ethernet, RS 232, USB. Существуют модели системы, предназначенные для управления токарными (5 координат), фрезерными (12 координат), шлифовальными (5 координат), электроэрозионными станками. В название системы добавляется соответствующие обозначения – Т, Ф, Ш, Э.
Системы ТС1 предназначены для управления сверхточными токарными станками. Позволяет производить обработку с субмикронной точностью. Дискретность программируемых перемещений 1 нанометр по линейным осям и 2×10⁻⁵° по круговой оси В. Такт управления приводами 1 мс.
Испытания и модернизация станков
Приемо-сдаточные испытания
Весьма важным представляется факт приемо-сдаточных испытаний новых или модернизированных станков с ЧПУ. Как правило, ограничиваются обработкой тестовой детали, однако такие испытания не всегда дают правильное представление о повторяемости размеров обрабатываемых деталей и точности.
Кроме того, необходимо проверить правильность работы функций, отвечающих за вывод информации о неисправностях в процессе эксплуатации.
Информация о широкораспространенных моделях ЧПУ представлена в таблице (см. рис. 4).
К. Л. Разумов-Раздолов
ООО «Русэлпром - Оснастка»
e-mail: rrkl@ruselprom.ru

