Оптическая функция: преобразование лучевой энергии и фокусировка
Формирование зоны высокой концентрации энергии
Главная задача лазерной головки — преобразование оптического потока из транспортного волокна. Свет выходит из среза конусом с углом 0,2–0,4 радиана. В таком виде для термических операций непригоден. Хотя исключения есть.
Можно варить тонкие металлы прямо излучением из кварцевого волокна. Кварц разрушается медленно благодаря высокой стойкости. Это единственный способ использовать волоконный лазер без головки. Но защитный газ подавать всё равно нужно, как и модулировать мощность.
Оптическая функция состоит в формировании области высокой концентрации лучевой энергии. Сварка и резка — трёхмерные процессы. Важен не только диаметр пятна df, но и длина перетяжки пучка gf.
| Параметр | Обозначение | Значение |
|---|---|---|
| Диаметр фокусировки | df | Зависит от BPP и угла |
| Длина перетяжки | gf | Характеризует глубину фокуса |
| Качество излучения | BPP | Указывается в паспорте лазера |
| Угол фокусировки | α = D/F | Отношение апертуры к фокусному расстоянию |
Выравнивание интенсивности пучка
Распределение интенсивности неоднородно. Для «хорошо» спроектированной системы это даёт размеры высокоэнергетической зоны. Но неоднородность вредна для многих применений.
Возьмём термическую закалку. В центре металл плавится, а на периферии глубина закалки недостаточна. Поэтому нужно выравнивание интенсивности.
Два способа:
- Статический — асферическая оптика;
- Динамический — быстрое сканирование пучка по оптимальному закону.
Сканирование необходимо при сварке больших толщин. Оно расширяет парогазовый канал, улучшает дегазацию, исключает поры и дефекты шва.
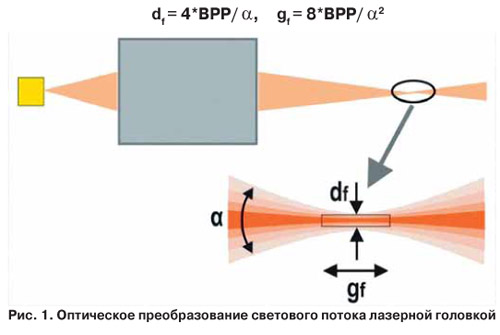
Рис. 1. Оптическая функция лазерной головки
Потери мощности и термические линзы
Оптическая система должна передавать мощность с малыми потерями. Сейчас есть только один материал для линз мощностью 500–20000 Вт — кварцевое стекло с просветляющим покрытием.
Характерные потери на одной линзе: 0,3–0,5%. Общие потери в головке не превышают 1,5–3%. Но передаваемая мощность ограничена лучевой стойкостью и термическими линзами.
При нагреве кварца меняется показатель преломления. Возникают положительные линзы. На практике это смещает точку фокуса к головке. Моделирование показывает: время формирования тепловой линзы — 2–20 секунд. Эффект возникает сразу, а не «при длительной работе», как ошибочно считают.
Лучевая стойкость качественных линз превышает 5 кВт/см². Но термические линзы возникают при меньшей плотности мощности. Именно они ограничивают предельную рабочую мощность.
По опыту лидера в производстве Precitec: практическая плотность мощности, усреднённая по апертуре, составляет 0,6–0,7 кВт/см².

Рис. 3. Зависимость необходимой апертуры от мощности
Точная юстировка: согласование осей и положение фокуса
Согласование оптической оси и газового сопла
Из-за неточностей изготовления, посадок, сборочных отклонений нужно согласовывать положение элементов головки и лазерного пучка. Особенно важно для резки, где пучок проходит через отверстие 0,5–1,5 мм в сопле.
В конструкцию вводят элементы согласования оптической оси пучка и оси газового сопла. Обычно это механические регулировочные винты. Ничто не мешает автоматизировать эту функцию. Стоит ожидать появления головок с автоматизированным совмещением осей.
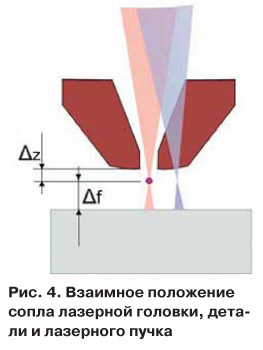
Рис. 4. Элементы юстировки лазерной головки
Установка положения точки фокуса
Проблема смещения фокуса
Нужно установить оптимальное положение точки фокуса относительно среза сопла. В большинстве головок есть микрометрический механизм смещения фокусирующей линзы.
Но проблема в следующем: из-за разницы показателя преломления кварца для мощного пучка (1080 нм) и пилотного источника (630 нм) точки фокуса смещены на 2–5 мм. По пилотному пучку без учёта этого смещения установить оптимальное расстояние Dz не удаётся.
Пользователю приходится проводить эксперименты на материалах — выполнять серии треков на мощном пучке для выяснения реального положения фокуса.
Поддержание расстояния до детали
Точка фокуса должна находиться на заданном расстоянии Df от поверхности. Если Dz установлено, нужно поддерживать расстояние Df + Dz от среза сопла до детали.
Функция поддержания расстояния реализуется через емкостный датчик. Сопло изолируется от корпуса диэлектриком. Электроника измеряет емкость между соплом и металлическим листом, преобразует в сигнал о расстоянии. Сигнал передаётся в систему управления для корректировки положения.
Иногда требуется управление положением фокуса относительно листа. Раскройные столы Trumpf с CO2-лазерами включают режимы врезки с перемещением фокуса через адаптивное зеркало.
Функция осевого перемещения фокуса в головках для волоконных лазеров — прямой кандидат на автоматизацию. Но пока реализована только в нескольких моделях.
Технологические функции: газовые системы и подача материалов
Газовые системы для резки и сварки
Лазерный процесс требует подачи веществ в зону обработки. Потоки должны быть согласованы и синхронизированы с лучевой энергией.
Простейший вариант — подача режущего газа через коаксиальное сопло при резке. Используют:
- Чистый кислород;
- Сжатый воздух;
- Азот;
- Смеси газов.
Избыточное давление в выходной камере: 0,3–15 атм. В технологии лазерно-кислородной резки большой толщины LasOx — до 40 атм. Конструкции камер должны выдерживать высокое статическое давление.
Защита ванны расплава при сварке
Лазерная сварка выдвигает иные требования. Во-первых, нужно защитить ванну расплава инертным газом (обычно аргоном). Во-вторых, подавать газовые смеси для управления процессом.
Последнее обязательно при сварке CO2-лазерами мощностью выше 24 кВт. Для волоконных лазеров это пока дискуссионно. Как правило, плазмоподавляющие смеси не используют. Но есть экспериментальные данные об эффективности управления процессом через газовые смеси.
На рис. 5 представлена сопловая часть головки VF001M с двойной газовой схемой:
- Лазерный пучок проходит через центральное коаксиальное отверстие;
- Через систему отверстий подаётся контролируемая смесь в зону взаимодействия;
- Периферийная зона формирует ламинарный поток аргона для защиты шва.
Такая головка не очень пригодна для скоростной сварки линейных швов — зона защиты недостаточна по длине. Но идеально годится для качественной сварки с максимальной глубиной проплавления и контурной сварки критических материалов, таких как титановые сплавы.

Рис. 5. Сопловая часть с двойной газовой схемой
Подача порошковых материалов при наплавке
Лазерная наплавка требует подачи порошков или проволок. По опыту CO2-лазеров это могут быть сложные гибко управляемые системы с пространственной раскладкой порошковых струй сканирующими соплами.
Гибридные способы требуют интеграции лазерной части с дуговыми инструментами. В простейшем случае — механическая суперпозиция систем (Precitec, рис. 6а). В сложных — сквозная интеграция (рис. 6б).
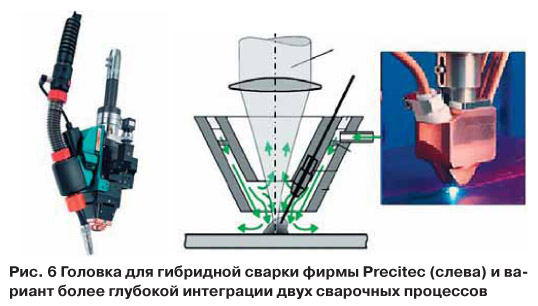
Рис. 6. Гибридные сварочные головки
Контроль и безопасность: мониторинг и защита оптики
Сенсоры и защитные функции
Лазерная головка — энергетически нагруженный объект. Разумно снабдить её сенсорами и защитными функциями:
| Функция | Назначение |
|---|---|
| Мониторинг температуры корпуса | Информация о деградации оптики и ошибках юстировки |
| Прямой мониторинг состояния оптики | Контроль качества оптических элементов |
| Встроенный контроль мощности | Измерение лучевого потока |
| Датчики давления/расхода газов | Контроль технологических параметров |
Это важно для автоматизированных процессов. Мониторинг предотвратит выпуск брака и разрушение дорогого устройства.
Защита оптики от брызг и паров
Материальный процесс связан с выделением паров, брызг и других потоков, способных разрушить оптику. При резке достаточно использовать защитное стекло как расходный материал. Есть естественная защита — осевой поток режущего газа.
При сварке и других процессах такая защита отсутствует. Приходится использовать шторные газодинамические завесы перед защитными стёклами. Основаны на щелевых соплах, формирующих плоский воздушный экран.
Адаптивные системы: сенсоры и контроль качества сварки
Сквозная система LWQC
В роботизированных комплексах нужны функции предварительного, текущего и финишного контроля. Поясним на сварке: подготовленные элементы не обладают абсолютной точностью по геометрии, зазорам, положению относительно манипулятора.
Возникает задача предварительного сканирования стыка и последующей корректировки программы. Но это не идеально — зазор может меняться во время сварки из-за термических напряжений.
Идеальное решение — встроенные три системы сенсоров (по терминологии Precitec — LWQC, Laser Welding Quality Control):
- STS (Seam Tracking Systems) — предварительное измерение геометрии шва;
- LWM (Laser Welding Monitor) — текущий контроль;
- SGM (Seam Geometry Monitor) — контроль финишной геометрии.
Это касается и других процессов: лазерной закалки, очистки.
Текущее состояние адаптивных систем
На данном этапе функциональность реализована минимально. В серийные головки встроена возможность подключения емкостного сенсора расстояния. Некоторые производители встраивают видеосенсор для предварительного обучения робота по положению стыка.
На выставке «Машиностроение 2009» Trumpf демонстрировала автоматическую сварку коробчатых деталей. Использовался встроенный видеосенсор для сканирования положения стыка. Сварка — на втором проходе.
Но система надёжно работает только с высококачественным полированным металлом. Это подтверждает: системы адаптации пока в зачаточном состоянии.
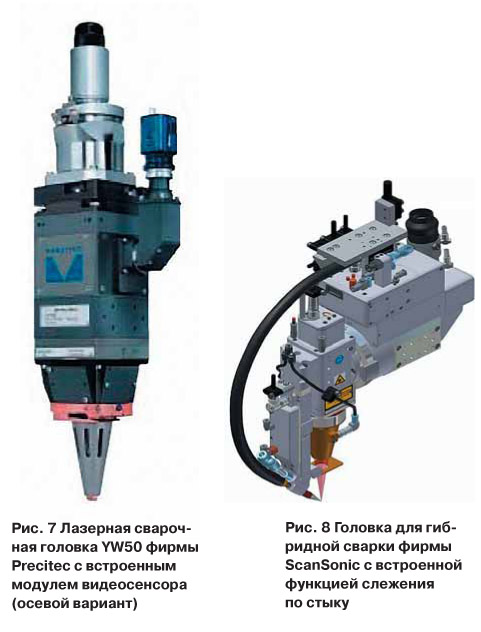
Рис. 7. Видеосенсор в лазерной головке
Альтернативные решения
ScanSonic предлагает головки с механическим слежением по стыку на основе щупа или присадочной проволоки (рис. 8). Это класс LWM — сварка и слежение в едином проходе.
Вряд ли это решение имеет большую перспективу. Стоит ожидать развития оптических сенсоров, особенно на основе LPF-камер с лазерной подсветкой.
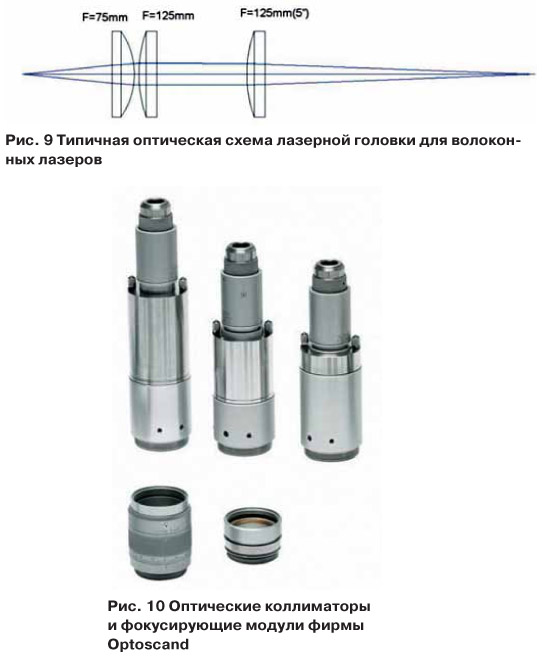
Рис. 8. Система механического слежения
Обзор рынка: модульные системы Precitec и Trumpf
Базовая оптическая схема
Большинство головок для волоконных лазеров выполнены по стандартной схеме (рис. 9):
- Кварцевый дублет-коллиматор — преобразует расходящийся пучок в параллельный;
- Фокусирующая одиночная кварцевая линза — конечная фокусировка на изделии.
Схема имеет приемлемые, хотя и не идеальные параметры. Фокусное расстояние выходной линзы f в 1,5–2,5 раза больше фокусного расстояния коллиматора fk.
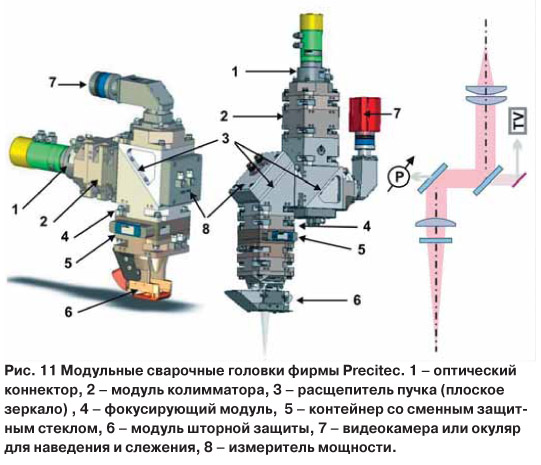
Рис. 9. Стандартная оптическая схема лазерной головки
Головки Optoskand
Многие пользователи приобретают такие головки как полуфабрикат из-за умеренной цены. Заменяют только выходную сопловую часть под конкретные задачи.
Выходная линза размещена в механизме продольного перемещения. Это позволяет регулировать положение фокуса относительно среза сопла.
Модульная система Precitec
В большинстве головок Precitec использована та же схема. В некоторых с минимальными фокусными расстояниями — набор из двух линз для улучшения фокусировки.
Фирма предлагает модификации с поворотным зеркалом в тракте. Удобно для роботов и встраивания видеосенсоров.
На примере YW52 видны тенденции модульности и унификации (рис. 11). Система компонуется из стандартных модулей форматом 74×74 мм с апертурой около 48 мм. Достаточно для передачи мощности до 20 кВт.
Пользователь самостоятельно компонует систему:
- Фокусное расстояние коллиматора: 100, 125, 150, 200 мм;
- Фокусное расстояние фокусирующей линзы: 150–1000 мм.
Модульная система имеет значительную массу и высокую цену. Поэтому для массовых головок резки Precitec не использует модульный подход. Предлагает оптимизированные по массе и габаритам серии YR30, YK52 для работы с роботами.
Отличительная особенность — улучшенная емкостная система слежения Lasermatic® Z. Работает с минимальными сопловыми наконечниками. Обеспечивает малую чувствительность к боковым элементам при 3D-резке роботами.
Головка HPSSL для портальных систем
Довольно популярна на российском рынке режущая головка HPSSL для портальных раскройных систем (рис. 12).
Имеет катридный вариант смены оптики. Позволяет оперативно обслуживать оптику на станках и быстро менять параметры фокусировки.

Рис. 12. Головка HPSSL с катридной сменой оптики
Наплавочные головки Precitec YC50
Для лазерной наплавки Precitec разработала два базовых варианта YC50 (рис. 13):
- Одноканальная (аксиальная) подача порошков;
- Четырёхканальная система подачи.
Созданы на базе популярной сварочной головки YW50. Пока не реализованы опции сканирования ни пучка, ни порошкового потока. Но появление первых серийных головок для этих процессов — шаг вперёд.

Рис. 13. Наплавочная головка Precitec YC50
Российская вариоголовка VF001M: электронное управление фокусировкой
Перестраиваемая оптическая система
Другой подход к гибкости представлен в головке VF001M российской фирмы «Электроресурс». Использована перестраиваемая оптическая система.
Можно плавно менять фокусное расстояние (угол фокусировки). Следовательно, размер фокального пятна df и длину перетяжки gf.
Для изменения фокусировки не нужно разбирать систему. Вся перестройка выполняется электронным путём под управлением встроенного микропроцессора. Робот или ЧПУ могут выполнять перестройку автоматически по ходу программы.
Полезные функции VF001M
Принцип модульности используется для быстрой замены технологических насадок (сварка, резка, закалка). Фиксируются на стыковочном узле магнитным фиксатором.
| Функция | Преимущество |
|---|---|
| Электронная перестройка параметров пучка | Оптимизация производительности и качества автоматически |
| Электронное управление положением фокуса | Режим имитации фокуса пилотным источником |
| Магнитная фиксация насадок | Быстрый доступ к защитному стеклу, защита от ударов |
| Встроенная емкостная система | Беспроводная связь, не нужно отключать разъёмы при смене |
Реализован режим «имитации» точки фокусировки. При переходе в режим «R» точка фокуса видимого пилотного источника подсвечивает точку фокуса мощного пучка. Это существенно упрощает настройку.
За счёт магнитной фиксации есть быстрый доступ к контейнеру с защитным стеклом для промывки или замены.
Технологические насадки содержат встроенную емкостную систему измерения расстояния. Связь с процессором — по беспроводному оптическому каналу. При смене насадки не требуется отключать разъёмы.
Магнитная фиксация надёжно защищает головку от ударов и наездов на непредвиденные препятствия.
Выводы и перспективы развития лазерных головок
Основные тенденции
Процесс разработки лазерных головок для волоконных лазеров продвигается успешно. На рынке есть выбор головок для сварки и резки. Появились первые модели наплавочных головок.
Основные тенденции в дизайне:
- Модульность;
- Перестраиваемость;
- Насыщение сенсорами и контрольными функциями.
Нерешённые задачи
Отсутствуют технологические головки для высококачественной закалки, легирования и очистки. Это пробел, который предстоит заполнить.
В области адаптивных возможностей сделаны только первые шаги. Но адекватно поставленные цели позволяют надеяться: развитие адаптивных технологий — дело ближайших лет.
Современное оборудование и высококвалифицированные специалисты позволят вывести производство на новый уровень. Главное — не останавливаться на достигнутом.
Литература:
- Г.Б. Альтшулер, М.В. Иночкин. «Нелинейные линзы и их применения» УФН, т.163, №7, Июль, 1993 г.
- Ross Hancock. Laser 'Turbocharges' Oxygen Cutting of Steel Slabs Welding Journal, August, http://www.aws.org/wj/aug03/feature2.html
- Проплавление металлов непрерывным излучением СО2 лазера / А.Г. Игнатов, В.А. Игнатов, А.В. Козлов, А.И. Скрипченко // Судостроительная промышленность. Серия "Сварка". 1987. Вып.3. С.319.
К.т.н. А.И. Скрипченко,
ООО НТЦ «Электроресурс»
Статья написана в рамках Комплексной программы исследовательских работ по технологии обработки волоконными лазерами.
ПРИГЛАШЕНИЕ
Участники Комплексной программы приглашают все заинтересованные организации присоединиться к Программе в статусе «ассоциированных участников».
Ассоциированные участники регистрируются после заполнения Заявления на сайте www.elres.ru/fiberlaser-tr и подтверждения членства на очередном заседании Координационного совета. Список Ассоциированных участников публикуется на сайте Программы.
Ассоциированные участники имеют право:
- Получать регулярные информационные рассылки о деятельности в рамках Программы, включая результаты научно-технологических исследований.
- Участвовать с совещательным голосом в заседаниях Координационного совета и иных рабочих совещаниях, формируемых в рамках программы.
- Подавать свои предложения об участии в исследовательских программах, в том числе и предложения по финансированию работ, представляющих для них коммерческий или научный интерес.

