PVD и CVD: фундаментальные различия подходов
Механизмы осаждения из газовой фазы
Термин «осаждение покрытий из газовой фазы» (vapor deposition) означает конденсацию газообразных или парообразных элементов и их соединений с образованием твердого покрытия. Звучит сложно, но суть проста: газ превращается в твердую пленку на поверхности детали.
Основное отличие процессов PVD от CVD заключается в исходных материалах и условиях процесса:
| Параметр | PVD | CVD |
|---|---|---|
| Исходные материалы | Твердые материалы (испарение или распыление) | Различные газы |
| Состав газовой фазы | Тот же, что и покрытие | Существенно отличается от покрытия |
| Давление | Низкое (вакуум) | Атмосферное (иногда вакуум) |
| Механизм | Физическое осаждение | Химические реакции (пиролиз, восстановление) |
При CVD-процессах летучее соединение осаждаемого элемента подается к подложке, где подвергается термическому разложению (пиролизу) или вступает в восстановительные химические реакции с другими газами или парами. Нелетучие продукты реакций осаждаются на поверхность подложки, а летучие утилизируются.
Мировые производители оборудования
За рубежом оборудование для CVD-процессов выпускается несколькими крупными фирмами:
- RICHTER PRECISION, INC. (США)
- TI-COATING, INC. (США)
- HI-TECH FURNACE SYSTEMS, INC. (США)
- RUBIG & Co KG GmbH (Германия)
Для процессов PA-CVD работают:
- PLATEG GmbH (Германия)
- IONBOND AG OLTEN (Швейцария)
- OC OERLIKON BALZERS AG (Лихтенштейн)
- KOLZER (Италия)
Для нанесения износостойких покрытий методами PVD оборудование выпускают:
- VTD VAKUUMTECHNIK DRESDEN GmbH (Германия)
- SULZER METAPLAS GmbH (Германия)
- IONBOND AG OLTEN (Швейцария)
- PLATIT AG (Швейцария)
- HAUZER TECHNO COATING (Нидерланды)
- OC OERLIKON BALZERS AG (Лихтенштейн)
Внедрение технологий в России
Отечественные разработки и производство
В России разработка технологии и оборудования для нанесения износостойких покрытий методом CVD проводилась во ФГУП «ВНИИТС» в 80-х годах прошлого столетия. Но предложения по изготовлению и поставке российских установок для CVD в настоящий момент отсутствуют.
А вот для PVD-методов ситуация лучше. Оборудование разработано и выпускается:
- ОАО «СИБЭЛЕКТРОТЕРМ»
- ОАО «ВНИИИНСТРУМЕНТ»
- ОАО «ЦНИИТМАШ»
- ООО НПФ «ЭЛАН-ПРАКТИК»
- ЗАО «ВАКУУМНО-ПЛАЗМЕННЫЕ ТЕХНОЛОГИИ»
- ООО «ЭСТО-ВАКУУМ»
- МГТУ «СТАНКИН»
Данное оборудование реализует процессы термического испарения и ионного распыления материалов, где используются тлеющие и дуговые разряды в вакууме.
Примеры внедрения импортного оборудования
В последнее время в России наблюдается тенденция к внедрению оборудования для PVD и CVD процессов. Вот несколько примеров:
Кировоградский завод твердых сплавов в 2007 году приобрел две установки: Platit — для нанесения PVD покрытий и Bernex BPX Pro 530L — для нанесения CVD покрытий.
В Рыбинске при поддержке ГК РОСНАНО организовано производство твердосплавного инструмента с наноструктурированным покрытием, наносимым методом PVD на основе тугоплавких соединений. Используется оборудование, разработанное ФГУП РНЦ «Курчатовский институт».
В Москве, Туле и Электростали организованы центры по нанесению тонкопленочных функциональных покрытий с использованием импортного оборудования ведущих мировых фирм:
- PLATIT AG (Швейцария)
- VACOTEC SA (Швейцария)
- Oerlikon Balzers AG (Лихтенштейн)
Проблемы зависимости от импорта
Важно отметить серьезную проблему: для поддержания функциональных свойств сложного импортного оборудования для PVD и CVD обязательным становится приобретение дорогостоящих зарубежных:
- Материалов
- Реагентов
- Комплектующих
- Изнашиваемых элементов
Плюс обслуживание по главным проблемам иностранными специалистами. Это дорого и неудобно.
Для российского менталитета более рационально использовать на предприятиях безвакуумное, малогабаритное, недорогое и простое в обслуживании оборудование.
Финишное плазменное упрочнение (ФПУ)
Два новых безвакуумных метода
В соответствии с этой концепцией в России разработаны два новых метода безвакуумного нанесения тонкопленочных износостойких покрытий на режущий инструмент:
- Высокочастотное плазменное напыление кремнийсодержащего покрытия
- Финишное плазменное упрочнение (ФПУ) путем нанесения покрытий на основе тугоплавких соединений кремния
Для реализации первого метода ОАО «ВНИИТВЧ» выпускает две установки – ПЛАЗМА-401 и ПЛАЗМА-403. Но у них есть недостатки:
- Сложность технологических процессов и аппаратуры
- Значительные габариты
- Высокое энергопотребление
- Трудности автоматизации технологии
Суть технологии ФПУ
На втором методе стоит остановиться подробнее. При ФПУ упрочняющее нанопокрытие толщиной 10…200 нм наносится без использования вакуума — при атмосферном давлении!
Используется низкотемпературная плазма электродугового плазмотрона с реактором плазмохимических реакций. Локальная плазменная струя, содержащая необходимые элементы с оптимальными параметрами, перемещается вдоль обрабатываемой поверхности по заданной программе.
Это обеспечивает формирование непосредственно на упрочняемой поверхности нанопокрытия требуемой толщины.
Отклонение толщины покрытия от заданной, как правило, не превышает 10%. Обеспечивается это постоянством технологических параметров при автоматизированном поддержании заданных характеристик процесса и соблюдением параметров перемещения плазмотрона с плазмохимическим генератором относительно изделия.
Принципиально данная технология относится к плазмохимическим процессам химического осаждения покрытий из газовой фазы. Но если в традиционных CVD процессах с плазменной активизацией в основном используются высокочастотные или дуговые плазменные разряды, горящие при низком давлении, то в процессе ФПУ применяется дуговой разряд при атмосферном давлении.
Это прорыв!
Изменение микрорельефа поверхности
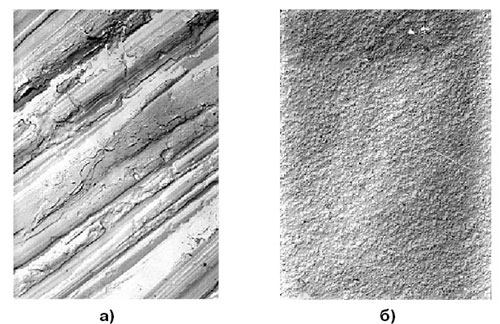
Рис. 1 Микрорельеф поверхности до (а) и после (б) безвакуумного плазменного нанесения нанопокрытия (х5000)
Субмикрорельеф рабочих поверхностей образцов показал высокооднородную характерную топографию, присущую поверхностям после ФПУ.
В то время как субмикрорельеф поверхностей до нанесения покрытия имеет явно выраженные многообразные следы — риски и дефекты от предшествующей абразивной обработки.
Изменение топографии поверхности является подтверждением того, что покрытие осаждается на микродефектах поверхности, залечивая тем самым дефектные зоны, образованные при предшествующей шлифовальной операции.
Новая технология является высокоэффективной при сроке окупаемости затрат на внедрение менее 1 года.
Преимущества технологии ФПУ
Простота подготовки и высокая адгезия
Значительным преимуществом новой безвакуумной технологии плазменного нанесения упрочняющего нанопокрытия является простота и минимальное время предварительной подготовки обрабатываемых поверхностей:
- Обезжиривание
- Подогрев до температуры 50-100°С
Всё! Никакой сложной многооперационной подготовки.
Условия формирования покрытия характеризуются также повышенной адгезией нанопокрытия к основе за счет активных хемосорбционных процессов и диффузии элементов основы в покрытие.
Исследования адгезионных свойств
Это подтверждается проведенными исследованиями адгезионных свойств покрытия на основе соединений кремния с использованием склерометрического метода.
Испытанию подвергались образцы из термообработанной стали Р6М5:
- С покрытием, нанесенным безвакуумным плазменным методом
- С покрытием нитрида титана, нанесенным ионно-плазменным напылением в вакууме
В качестве индентора применялся алмазный конус Роквелла с углом при вершине 120°, передвигаемый по поверхности покрытий со скоростью 3 см/мин.
Вертикальная нагрузка на индентор увеличивалась до тех пор, пока не достигалась ее критическая величина, при которой покрытие отслаивалось от подложки.
Данную критическую нагрузку определяли, исследуя полученные царапины под металлографическим микроскопом.
| Тип покрытия | Критическая нагрузка | Результат |
|---|---|---|
| Нитрид титана (вакуумное напыление) | 35 Н | Первые сколы и отслоение |
| ФПУ (безвакуумный метод) | 65 Н | Первые сколы и отслоение |
Почти в два раза выше адгезия!
Механизм усиления адгезии
При плазменном безвакуумном нанесении упрочняющего нанопокрытия осуществляется перевод жидких технологических препаратов в парообразное состояние и их перенос в плазму дугового разряда.
Образуемые продукты плазмохимических реакций, конденсируясь на поверхности подложки, образуют прочно сцепленную с основой пленку покрытия.
Процессы конденсации, предшествующие адгезии, непосредственно влияют на величину адгезионной прочности.
Для усиления адгезии покрытия может использоваться предварительный подогрев подложки до 100°С, обеспечивающий испарение молекул воды с ее поверхности.
Уникальные свойства нанопокрытий
Получаемые в процессе безвакуумного плазменного нанесения нанопокрытия обладают уникальными свойствами:
- Высокая адгезия к подложке
- Минимальное контактное схватывание при взаимодействии с материалом контртела
- Высокая жаростойкость
- Являются диэлектриком
- Низкий коэффициент трения (порядка 0,07 по стали ШХ15)
- Высокая микротвердость (порядка 34 ГПа)
Экономические выгоды и возможности
Изделия с нанесенным нанопокрытием обеспечивают при низкой себестоимости технологии:
- Многократное повышение долговечности (до 10 раз)
- Повышение надежности и качества
За счет комплекса физико-механических свойств поверхности:
- Улучшения параметров шероховатости
- Создания в подпленочной зоне остаточных сжимающих напряжений
- Возможности нанесения наноразмерного износостойкого покрытия на детали из сталей с низкой температурой отпуска
- Возможности обработки деталей в сборе
- Возможности обработки паяных изделий
- Возможности обработки деталей из разнородных материалов
- Возможности обработки деталей, имеющих любые габариты
- Возможности обработки деталей с повышенной газопроницаемостью
Без ограничений!
Сравнение методов нанесения покрытий
Комплексное сравнение CVD, PVD и ФПУ

Рис. 2 Установка для финишного плазменного упрочнения
При реализации разработанной технологии используется малогабаритное оборудование с низким потреблением электроэнергии и расходных материалов.
| Характеристика | CVD | PVD | ФПУ |
|---|---|---|---|
| Режим осаждения | Прерывистый (остановки на загрузку/выгрузку, охлаждение, чистку) | Прерывистый | Непрерывный |
| Рабочее давление | Атмосферное (CVD) или вакуум (PECVD) | Вакуум | Атмосферное |
| Температура, °С | 700-1100 (CVD) 400-500 (PECVD) |
200-500 | 100-120 |
| Зона нанесения | Все поверхности, включая внутренние с внешним доступом | Только обращенная к источнику (или вся при вращении, кроме закрытых зон) | Любые локальные зоны, включая внутренние |
| Габариты изделий | Ограничены размерами камер | Ограничены размерами вакуумных камер | Без ограничений |
| Сложные детали | Без ограничений | Сложно (паяные, разнородные материалы, внутренние поверхности) | Без ограничений |
| Подготовка инструмента | Многооперационная (обезжиривание, виброабразивная обработка, УЗ-мойка, промывка, сушка, обезвоживание) | Тщательная многооперационная (мойка, сушка, обезвоживание, подогрев) | Обезжиривание и подогрев до 60-80°С |
| Толщина покрытия, мкм | 2-10 (увеличивают радиус кромки) | 0,1-6 (3-6 мкм увеличивают радиус) | 0,01-2 |
| Состав покрытия | TiC, TiN, TiCN, Al₂O₃ | TiN, TiC, TiCN, TiAlN, ZrC, HfN, HfC, CrN, Al₂O₃ | На основе соединений кремния и бора |
| Микротвердость, ГПа | 20-24 | 21-35 | До 34 |
| Коэффициент трения | 0,4-0,6 | 0,1-0,5 | 0,07-0,15 |
| Температура окисления, °С | 400-600 | 400-1100 | 1100 |
| Остаточные напряжения | Высокие растягивающие | Растягивающие | Сжимающие |
| Термообработка после | Требуется для снятия напряжений | Не требуется | Не требуется |
| Расходные материалы | Дорогостоящие высокочистые химические материалы | Дорогостоящие катоды (мишени) вакуумного переплава | Доступные и дешевые: аргон, жидкий Сетол (0,5 л/год) |
| Время цикла | 3-5 час. | 3-4 часа (откачка+нагрев+очистка+осаждение+охлаждение) | От 3 сек. до 20 мин |
| Потребляемая мощность, кВт | 20-40 | 15-60 | 5 |
| Масса оборудования, кг | 2000 | 600-3200 | 110 |
| Площадь участка, м² | 100-150 (напыление) + 100-150 (подготовка) | 100-150 (напыление) + 100-150 (подготовка) | 15 |
| Персонал | Оператор, вакуумщик, электрик, электронщик, рабочие | Слесарь, оператор, вакуумщик, электрик, электронщик, рабочие | Оператор, рабочий |
Оборудование для ФПУ
Технические характеристики установок
При реализации разработанной технологии используется малогабаритное оборудование с низким потреблением электроэнергии и расходных материалов.
Сравните:
| Параметр | CVD (Bernex BPX Pro 530L) | PVD (PLATIT PL70) | ФПУ |
|---|---|---|---|
| Объем камеры | Ø530×1250 мм | Ø400 мм | Процесс без камер |
| Максимальная загрузка | 400 кг (пластины) | 162 шт. Ø10×70 6 шт. фрез Ø80×180 |
Не ограничивается |
| Производительность | 3-5 час. на загрузку | 3,25 час. на 162 шт. 6 час. на 6 фрез |
15-200 мм²/с |
| Экология | Токсичность, взрывоопасность | Постоянная вытяжка от паров масла | Местная вытяжка при профилактике |
Перспективы внедрения ФПУ
Финишное плазменное упрочнение — это:
- Простота
- Доступность
- Экономичность
- Эффективность
Технология, которая не требует вакуума, сложной подготовки, дорогостоящих расходников и иностранного сервиса.
Российская разработка, которая работает.
ТОПОЛЯНСКИЙ П.А.
канд. техн. наук
генеральный директор
НПФ «Плазмацентр» (Санкт-Петербург)
тел. (812) 4449337
www.plasmacentre.ru
Литература:
- Тополянский П.А. Нанесение износостойкого покрытия на инструментальные стали и сплавы с использованием высокочастотного индукционного плазмотрона // Металлообработка. 2003, №5 (17), с. 27-33.
- Соснин Н.А., Ермаков С.А., Тополянский П.А. Плазменные технологии. Руководство для инженеров. Санкт-Петербург: Изд-во Политехнического ун-та. 2008. 406 с.
"

