Лазерная резка листовых материалов — самая распространенная технологическая операция. Долгое время она оставалась примерно на одном качественном уровне. Но технологии не стоят на месте.
По специфике применяемого лазерного оборудования резка металлов разделилась по толщине: от 1 мм и выше — это в основном мощные СО₂-лазеры; от 100 мкм до 1 мм — импульсные твердотельные лазеры на АИГ; до 100 мкм — непрерывные лазеры на АИГ с модуляцией добротности.
Сейчас для резки металлов, особенно свыше 1 мм, ведущую роль начинают занимать волоконные лазеры. Однако их малая распространенность в производстве не позволяет пока говорить об окончательной победе над традиционными лазерными системами.
Эволюция технологий лазерной резки
Исторический контекст
Лазерная резка прошла долгий путь развития. От первых экспериментов до промышленного применения прошло несколько десятилетий. За это время сформировались четкие ниши для разных типов лазеров.
Каждая технология нашла свое применение. Но границы между ними размыты. И это создает проблемы для производителей.
Современное состояние отрасли
Сегодня рынок лазерного оборудования переживает трансформацию. Волоконные лазеры наступают на пятки традиционным СО₂-системам. Твердотельные лазеры совершенствуются.
Но универсального решения пока нет. Каждое предприятие вынуждено выбирать компромисс между стоимостью, производительностью и качеством.
Разделение по толщине материалов
Диапазоны применения различных лазеров
На основании анализа лазерной резки листовых металлов можно сделать вывод: наибольший объем обрабатываемых металлов лежит в диапазоне от 100 мкм до 5-6 мм.
| Толщина материала | Тип лазера | Принцип действия |
|---|---|---|
| До 100 мкм | Непрерывный АИГ с модуляцией добротности | Испарение металла |
| 100 мкм – 1 мм | Импульсный твердотельный АИГ | Испарение металла |
| 1 мм и выше | Мощные СО₂-лазеры | Локальное проплавление |
| Свыше 1 мм (перспектива) | Волоконные лазеры | Комбинированный |
Обработка металлов в таком диапазоне толщин имеет ряд особенностей. Главная — для резки используются разные типы лазеров.
Экономическая реальность
Иметь все три основных типа может себе позволить не каждое предприятие. Чаще всего это или газовые лазеры на СО₂, или твердотельные на АИГ.
Выбор зависит от специфики производства. Если вы режете только толстый металл — берите СО₂. Если работаете с тонкими листами — твердотельный. А если нужно и то, и другое?
Тогда приходится идти на компромиссы. Или покупать два станка. Что дорого.
Проблемы традиционных методов
Технологические приемы и их ограничения
Используются разные технологические приемы:
Резка лазерами на СО₂ — это, как правило, локальное проплавление с последующим удалением расплавленного металла давлением газа.
В первом случае при правильном выборе режимов резки качество края реза вполне удовлетворительное. Но более тонкие металлы при резке непрерывным излучением перегреваются, что резко ухудшает качество.
Резка импульсными лазерами происходит за счет испарения металла. Резка металлов толщиной более 1 мм импульсным излучением сопровождается относительно высокой шероховатостью края реза, наличием грата.
На практике это ограничивается применением только для чернового раскроя с последующей чистовой обработкой.
Недостатки существующих подходов
| Метод | Проблемы | Ограничения |
|---|---|---|
| СО₂-лазеры (непрерывные) | Перегрев тонких металлов | Плохое качество для толщин 1 мм |
| Импульсные АИГ-лазеры | Высокая шероховатость, грат | Только черновой раскрой для толщин >1 мм |
| Волоконные лазеры | Малая распространенность | Высокая стоимость |
Получается замкнутый круг: ни одна технология не идеальна для всего диапазона толщин.
Универсализация лазерного оборудования
Повышение требований к качеству
Однако требования к параметрам лазерной резки постоянно повышаются. И, в связи с этим, ставятся задачи:
- ✓ Универсализация лазерного оборудования
- ✓ Расширение диапазона возможностей
- ✓ Повышение качества резки
- ✓ Одновременное увеличение точности позиционирования исполнительных устройств
Задачи амбициозные. Но решаемые.
Комплексный подход к решению
Для решения этих задач был проведен комплексный анализ:
- Рынка лазерного технологического оборудования
- Возможностей портальных систем позиционирования различных типов
- Экспериментальных исследований
Это позволило разработать и реализовать конструкцию лазерной технологической установки, позволяющей производить высококачественную резку листовых металлов:
| Материал | Толщина | Качество |
|---|---|---|
| Нержавеющая сталь | От 100 мкм до 4 мм | Высокое |
| Черные металлы | Не менее 8 мм | Высокое |
Всё это на базе импульсного твердотельного лазера на АИГ.
Борьба с расходимостью лазерного луча
Основная проблема транспортировки излучения
Основной проблемой в процессе транспортировки лазерного излучения в зону резки на большие расстояния является расходимость луча лазера.
Что это значит?
Лазерный луч не идет идеально параллельно. Он расходится. Чем дальше от лазера — тем шире пятно. А шире пятно — хуже качество резки и точность.
Компенсация расходимости
Резка деталей небольших размеров обычно не вызывает серьезных трудностей. Так можно различными способами скомпенсировать уширение диаметра сфокусированного луча.
Самый простой способ — резка листового металла меньшими габаритными размерами с размещением части листа для обработки в зону наименьшего влияния расходимости. Обычно это зона наибольшего приближения к выходному зеркалу резонатора лазера.
Для больших портальных систем позиционирования можно определить зоны по полю резки и компенсировать изменение диаметра луча, программно вводя эквидистанту с поправкой.
Минимизация влияния на точность
Однако для минимизации влияния расходимости на точность воспроизведения размеров при резке деталей большой площади требуются другие способы.
Решение такой задачи, например, для резки листового алюминия, лежит в плоскости использования технических возможностей лазерного излучателя.
Импульсный лазер Lasag KLS246102
Технические преимущества
Применение в виде источника лазерного излучения импульсного лазера фирмы Lasag AG KLS246102 было оправдано с нескольких точек зрения:
- ★ Мощность излучения
- ★ Качественная фокусирующая оптика
- ★ Резонатор с функцией регулировки базы
- ★ Возможность оперативной замены зеркал разной сферичности
Эти возможности позволяют как регулировать диаметр сфокусированного излучения на объекте, так и уменьшать расходимость.
Исследования параметров расходимости
Проводились измерения параметров расходимости лазера KLS246102. Данные исследования сведены на рисунке 1.
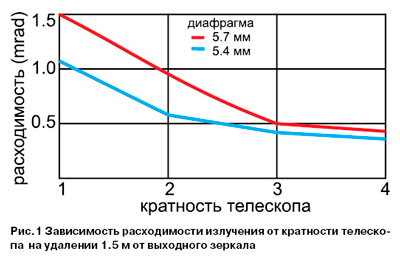
Рис. 1. Изменение расходимости в зависимости от оптических параметров резонатора лазера и фокусирующей системы
График характеризует изменение расходимости в зависимости от оптических параметров резонатора лазера и фокусирующей системы. Представлены параметры неустойчивого резонатора со сферическим задним зеркалом (то есть формат резонатора с наименьшей расходимостью).
Оптимальный режим работы
Так как входное окно фокусирующей системы более 30 мм, наибольший интерес представляет режим при кратности телескопа, равной 4×.
При этом легко подсчитать, что на удалении фокусирующей системы от резонатора на 1.5 м уширение диаметра режущего луча составит порядка 4%.
Что в абсолютных величинах, например, для диаметра луча в 150 мкм составит менее 10 мкм.
Этот показатель может считаться практически идеальным для листовой резки.
Система Z-слежения за профилем
Обеспечение точности фокусировки
Использование системы Z-слежения за профилем листа позволило обеспечить точность фокусировки на его поверхности.
Почему это важно?
Лист металла не всегда идеально ровный. Где-то чуть выше, где-то ниже. Если фокусное расстояние фиксировано — в одних местах фокус будет, в других нет. Качество резки упадет.
Система Z-слежения решает эту проблему. Она постоянно измеряет расстояние до поверхности и подстраивает фокус.
Процесс настройки фокусировки
На рисунке 2 наглядно представлен процесс настройки фокусировки при движении оптической системы с одновременной регулировкой фокусного расстояния.

Рис. 2. Настройка фокусировки при движении оптической системы с одновременной регулировкой фокусного расстояния
Оптимизация фокусировки велась по минимальной ширине реза и конусности.
Результат?
Стабильное качество по всей поверхности листа, независимо от его неровностей.
Оптимизация параметров резки
Параметры качества лазерной резки
Другими параметрами, характеризующими качество лазерной резки, является шероховатость и неровность края реза.
Они в большей мере зависят от оптимизации энергетики излучения с параметрами фокусирующей системы.
Оптико-технологические параметры
Из основных оптико-технологических параметров можно выделить:
- Точность фокусировки на объекте
- Положение сопла и его диаметр относительно поверхности листа
- Давление газа
Энергетические параметры
Энергетические параметры, такие как:
- ☑️ Напряжение накачки лампы
- ☑️ Длительность импульсов
- ☑️ Частота следования импульсов
Выбираются по максимальной энергии излучения лазера. Это обусловлено наличием оптимума на градуировочной кривой неустойчивого резонатора.
Проще говоря, есть оптимальная точка, где качество лучше всего. Её и нужно найти.
Результаты высококачественной резки
Основные технические параметры качества
Основными техническими параметрами резки можно считать:
| Параметр | Требование | Влияние на качество |
|---|---|---|
| Наличие грата | Отсутствие | Критическое |
| Выплески в зоне реза | Отсутствие | Критическое |
| Конусность | Отсутствие | Высокое |
| Шероховатость края | Минимальная | Высокое |
Достигнутые результаты
В результате выбора оптимального режима излучения лазера получены результаты, соответствующие высокому уровню качества резки.
На рисунках 3 и 4 представлены образцы резки:
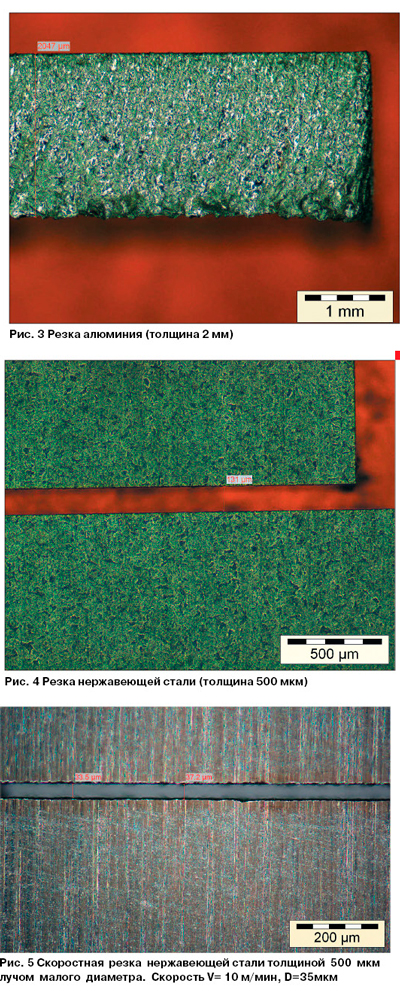
Рис. 3-4. Образцы резки алюминия толщиной 2 мм и листовой нержавеющей стали толщиной 500 мкм
- ✔️ Алюминия толщиной 2 мм
- ✔️ Листовой нержавеющей стали толщиной 500 мкм
Сравнение качества обработки материалов
Измеренные значения шероховатости
Измеренные значения шероховатости при резке:
| Материал | Толщина | Шероховатость (Ra) |
|---|---|---|
| Алюминий | 2 мм | Не превышает 10-15 мкм |
| Нержавеющая сталь | 500 мкм | 2-5 мкм в абсолютном значении |
Комплексная оценка качества
Отсутствие конусности, грата и выплесков металла, низкая шероховатость края в зоне реза свидетельствуют о высоком качестве прецизионной резки различных листовых металлов импульсным твердотельным лазером с оптимизированными параметрами излучения.
Что это дает на практике?
Во-первых, отпадает необходимость в чистовой обработке. Деталь готова сразу после резки.
Во-вторых, расширяется диапазон толщин. Один станок может работать и с тонкими, и с относительно толстыми материалами.
В-третьих, повышается точность. Расходимость минимизирована, фокусировка автоматическая.
И главное — качество стабильное. Не зависит от положения на листе, неровностей поверхности и других факторов.
Перспективы технологии
Разработанная технология открывает новые возможности для прецизионной лазерной резки. Она сочетает преимущества импульсных твердотельных лазеров с современными системами позиционирования и контроля.
Это шаг к универсализации лазерного оборудования. К созданию систем, способных качественно обрабатывать широкий диапазон материалов и толщин.
Будущее за такими решениями.
А. Конюшин
НПФ «Прибор-Т» СГТУ (Россия),
Маняк В. Lasag AG (Швейцария)

