Почему титан и композиты захватывают аэрокосмическую отрасль
Статистика применения современных материалов
Использование титановых сплавов и композиционных материалов (КМ) в аэрокосмической промышленности растет стремительными темпами. Цифры говорят сами за себя: современные летательные аппараты по массе содержат около 16% композитных материалов и 9% титановых сплавов.
Это не случайность. Широкое внедрение титана успешно решает требование снижения веса конструкции. Представьте: титан намного лучше алюминия соединяется с КМ и на 60% увеличивает жизнь летательных аппаратов.
К высокой прочности добавляется свойство незначительных деформаций при температурных изменениях. Это повышает размерную стабильность конструкций. Впечатляет, правда?
| Материал | Содержание в ЛА | Преимущества |
|---|---|---|
| Композитные материалы | 16% | Малый вес, высокая прочность |
| Титановые сплавы | 9% | Прочность, совместимость с КМ, долговечность |
| Алюминиевые сплавы | Снижается | Традиционный материал |
Трудности обработки титана: в 12 раз дольше алюминия
Почему титан — труднообрабатываемый материал
Несмотря на такие положительные свойства титана, он имеет серьезный недостаток. Из-за своей прочности титан и его сплавы относятся к труднообрабатываемым материалам.
На его обработку затрачивается времени в 10-12 раз больше, чем на обработку алюминия. Вдумайтесь в эти цифры! Это колоссальная разница.
К тому же титановые материалы при нагревании в процессе обработки склонны к склеиванию (наростообразованию) и разъеданию лезвия инструмента.
Для его обработки требуются другие условия по сравнению с материалами, когда применяют обычные станки и инструменты. Например:
- ✖️ По норме на шпиндель приходится только одна десятая объема стружки по сравнению с алюминием
- ✖️ Стойкость инструмента колеблется в диапазоне от нескольких минут и max до двух часов
Это серьезно. Не каждый станок справится с такими нагрузками.
Вертикально-фрезерный станок ФП-27ТС: решение для титана
Специализированное оборудование от Савеловского завода
Примером станка для обработки титана является вертикально-фрезерный высокоскоростной станок с ЧПУ мод. ФП-27ТС производства Савеловского машиностроительного завода.

Рис. 1. Станок ФП-27ТС ООО «СМЗ» для обработки титана
Он создан на базе вертикально-фрезерного станка мод. ФП-27, отличающегося высокой жесткостью конструкции. Новая модель предназначена для высокоскоростной программной обработки сложных фасонных поверхностей корпусных деталей типа:
- → Балок
- → Кронштейнов
- → Лонжеронов
Изготавливаемых из высокопрочных титановых и труднообрабатываемых жаропрочных сплавов с использованием высокопроизводительного инструмента на повышенных режимах резания.
Станок позволяет:
- ✓ Фрезеровать торцевыми и концевыми фрезами
- ✓ Сверлить
- ✓ Зенкеровать
- ✓ Растачивать отверстия
- ✓ Нарезать резьбу
В конструкции применены литые базовые детали повышенной жесткости, направляющие скольжения с антифрикционным покрытием. Использование которых позволяет значительно повысить скорости перемещения по координатам, не снижая демпфирующей способности.
Главный привод — шпиндельная головка (до 4 000 об/мин) производства ООО «СМЗ» с асинхронным электродвигателем фирмы Siemens в комплекте с планетарным двухступенчатым редуктором фирмы ZF (Германия).
В качестве приводов подач — асинхронные сервомоторы с планетарными безлюфтовыми редукторами, высокоточными шариковыми винтовыми парами (ШВП) и линейными датчиками обратной связи, установленными на всех координатах Х, У, Z.
Мощная шпиндельная головка: 62,5 кВт для тяжелых режимов
Самая мощная головка на СМЗ
Одноосевая шпиндельная головка, установленная на станке — самая мощная головка на ООО «СМЗ».
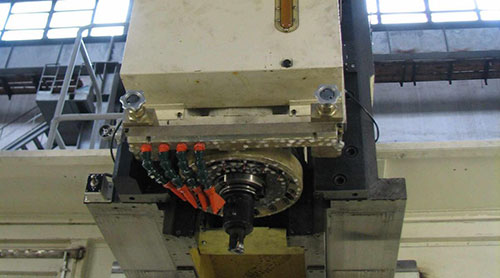
Рис. 2. Шпиндельная головка ООО СМЗ
Ее шпиндель смонтирован на подшипниковых опорах повышенной жесткости, имеет инструментальный конус SK50, автоматический зажим инструмента с реализацией функции подвода СОЖ через инструмент.
Привод вращения шпинделя: асинхронный двигатель с водяным охлаждением Siemens в комплекте с низколюфтовым двухступенчатым автоматически переключаемым планетарным редуктором ZF (Германия).
Передача вращения с вала редуктора на шпиндель осуществляется беззазорной зубчатой ременной передачей, позволяющей гасить вибрации при резании.
| Параметр | Значение |
|---|---|
| Мощность двигателя (режим S1) | 52 кВт |
| Мощность двигателя (режим S6) | 62,5 кВт |
| Максимальное число оборотов | 4 000 об/мин |
| Крутящий момент (режим S1) | 1 200 Нм |
| Крутящий момент (режим S6) | 1 600 Нм |
| Инструментальный конус | SK50 |
Конструкция головки позволяет вести высокопроизводительное силовое фрезерование, характерное для обработки титановых и жаропрочных сплавов, обеспечивая высокую жесткость, динамику и виброустойчивость.
Станок оснащен контактной измерительной системой контроля за состоянием инструмента и детали фирмы Renishaw, стандартным инструментальным магазином дискового типа на 12 позиций с манипулятором смены инструмента.
В качестве системы управления станком используется УЧПУ Sinumerik 840D.
Система охлаждения СОЖ: высокое давление и большой расход
Две станции для надежного охлаждения
Станок оборудован многофункциональной системой подачи СОЖ. Это критически важно для обработки титана.
Высоконапорная станция:
- ★ С устройством тонкой очистки охлаждающей жидкости
- ★ Реализует внутренний подвод СОЖ через шпиндель
- ★ Давление до 9 мПа
- ★ Расход 70 л/мин
Станция наружного полива:
- ★ Давление = 0,7 мПа
- ★ Расход 150 л/мин
Наличие высоконапорных с большим объемом подачи СОЖ станций обеспечивает:
- → Надежное охлаждение детали и инструмента
- → Удаление стружки из зоны резания
- → Увеличение стойкости инструмента
Сбор и удаление стружки и эмульсии из зоны обработки производятся с помощью 4-х шнековых и 2-х пластинчатых транспортеров.
Материал титан не может унести со стружкой тепло процесса резания, и это приводит к образованию раскаленной зоны с термической перегрузкой лезвия инструмента. Стойкость инструмента колеблется в диапазоне от нескольких минут до двух часов. Понимаете, почему так важно мощное охлаждение?
Технические характеристики станка ФП-27ТС
Параметры и возможности
Станок имеет П класс точности по ГОСТ 8-82 и размеры рабочего стола 2000х1000 мм.
| Характеристика | Значение |
|---|---|
| Рабочее пространство X | 2 000 мм |
| Рабочее пространство Y | 1 000 мм |
| Рабочее пространство Z | 500 мм |
| Максимальный вес заготовки | 2 000 кг |
| Собственный вес станка | 23 тонны |
| Скорость подач X, Y | 0,5 – 16 000 мм/мин |
| Скорость подач Z | 0,5 – 10 000 мм/мин |
| Производительность при черновом фрезеровании | >500 см³/мин |
Обеспечивает рабочее пространство XYZ (2000х1000х500 мм) соответственно и может обрабатывать до 2 000 кг (вес заготовки с приспособлением), при собственном весе в 23 тонны, обеспечивая высокую жесткость даже при предельных режимах обработки.
Скорость рабочих подач по осям X,Y может находиться в диапазоне 0,5 – 16 тыс. мм/мин, по Z 0,5 – 10 тыс. мм/мин.
Жесткая конструкция станка в сочетании с комбинированными направляющими дает возможность обеспечить производительность более 500 см³/мин при черновом фрезеровании. Высокая производительность обеспечивается также благодаря обильному охлаждению под высоким давлением.

Рис. 3. Процесс охлаждения
Инструмент для титана: покрытия и геометрия
Специальные требования к режущему инструменту
Помимо особых требований к станку для обработки титана, высокие требования предъявляются к инструменту.
Реализуемые скорости резания:
- ✓ При черновом фрезеровании: от 40 до 80 м/мин
- ✓ При чистовом фрезеровании: от 90 до 120 м/мин
Подача на зуб от 0,05 до 0,3 мм, причем радиальное и осевое резание очень сильно зависит от инструмента и устанавливается в широком диапазоне.
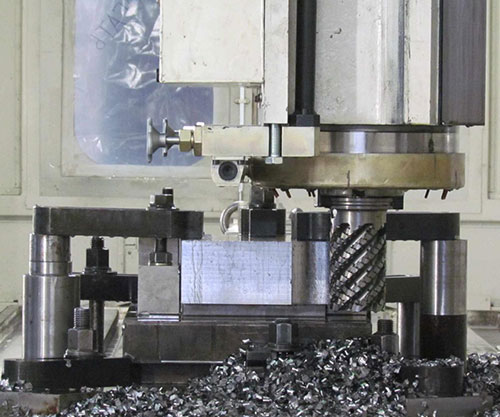
Рис. 4. Фреза СКИФ-М
По инструменту ставка делается в большей степени на инструмент со сменными режущими пластинками из твердого сплава, которые можно многократно менять.
В идеальном случае они могут иметь дополнительно твердосплавное покрытие, если это допускается. Требованиями, которые учитываются при выборе покрытия, являются:
- → Вязкость
- → Твердость
- → Стойкость к окислам
- → Термическая стабильность
- → Коэффициент трения
- → Толщина слоя покрытия
- → Напряженное состояние слоя
Все эти параметры должны соответствовать обработке титана.
Некоторые фирмы делают ставку на химическое газовое осаждение CVD и применяют титан-боритовое покрытие (TiB₂). Другие предпочитают титан-алюминиевые покрытия (TiAl, Ni). По опыту фирм Германии эти покрытия дают большие скорости и производительность.
Отечественные фрезы СКИФ-М: результаты испытаний
Российский инструмент для титановых сплавов
Отечественный производитель режущего инструмента, ООО «СКИФ-М» (Белгород), выпускает широкую гамму фрез и пластин, в т.ч. для фрезерования высокопрочных титановых сплавов:
- ★ ВТ22 и ВТ23 (отечественного производства)
- ★ Ti 10.2.3 и Ti 5.5.5.3 (зарубежного производства)
Интенсивные испытания, проводимые «СКИФ-М» совместно с заказчиками в области повышения производительности чернового фрезерования высокопрочных титановых сплавов, позволили достичь значительных результатов при обработке крупногабаритных поковок.
Наилучшие результаты показывают концевые торцово-цилиндрические фрезы, оснащенные пластинами твердого сплава HCS35.
Кроме правильного выбора конструкции и размеров фрез, существенное влияние на результаты оказывает схема обработки.
Общее правило: исключение или, в крайнем случае, минимизация встречного фрезерования. Особо это относится к фрезам диаметром более 50 мм, где динамическое упрочнение титана многократно сокращает стойкость режущей кромки.
Для торцово-цилиндрических фрез, показывающих наибольшую производительность при черновом фрезеровании титана, оптимальным является такое сочетание параметров:
- ✔️ Глубина резания (ap) — максимальная
- ✔️ Ширина фрезерования (ae) не превышает 35% от диаметра режущей части фрезы
Использование такой стратегии обработки позволило достичь при фрезеровании заготовки из титана ВТ6 на вертикально-фрезерном станке с ЧПУ мод. ФП-37ПН со скоростью рабочих подач по координатам X,Y от 0,5 до 6000 мм/мин, по координатам Z от 0,5 до 3500 мм/мин с крутящим моментом на шпинделе 1200 Нм и частотой вращения шпинделя от 20 до 3150 об/мин мощностью привода главного движения 37 кВт, с обильным охлаждением СОЖ инструмента и детали и закрытой зоной обработки, интенсивного съема материала с поверхности заготовки.
Производительность 500 см³/мин: реальные достижения
Конкретные результаты испытаний
При черновой обработке уступов шириной (ae)=25 мм и глубиной резания (ap)=70 мм в плите размером 120х40 мм, толщиной 100 мм из титанового сплава ВТ6 использовалась концевая торцово-цилиндрическая фреза MT190L-063NC50R65SO09-71+18A-IK-T, оснащенная пластинами SOHW09T308EN и BOHW12T308ER из твердого сплава HCS35 («СКИФ-М»), диаметром 63 мм, с длиной режущей части 90 мм.
Испытанная фреза имела шесть эффективных зубьев.
Обработка уступов размером 25х70 мм велась:
- → Со скоростью резания Vc=80 м/мин
- → С подачей на зуб (fz) 0,12 мм
Все испытания выполнялись подачей СОЖ поливом с расходом 100 л/мин под давлением 3 бар.
| Параметр обработки | Значение |
|---|---|
| Ширина уступа (ae) | 25 мм |
| Глубина резания (ap) | 70 мм |
| Диаметр фрезы | 63 мм |
| Скорость резания (Vc) | 80 м/мин |
| Подача на зуб (fz) | 0,12 мм |
| Расход СОЖ | 100 л/мин |
| Давление СОЖ | 3 бар |
| Производительность (Q) | 500 см³/мин |
При испытаниях достигнута производительность обработки титанового сплава Q = 500 см³/мин и это не предел!
Впечатляет? Еще бы. Это реальный показатель, достигнутый на отечественном оборудовании с российским инструментом.
Перспективы: новые модели для обработки титана
Планы развития линейки станков
Планируется создание гаммы станков на базе:
- → Вертикально-фрезерных станков с ЧПУ мод. ФП-7, 17
- → Продольно-фрезерных станков с ЧПУ мод. ФП-93, ВФ-3ВС
При необходимости — создание на этой базе 5-осевых станков.
Это логичный шаг. Спрос на оборудование для обработки титана растет, и Савеловский завод реагирует на потребности рынка.
Станок ФП-27ТС будет представлен с 27 по 31 мая на международной выставке «Металлообработка 2013» (Москва, ЦВК «Экспоцентр»), в рамках выставки 28 мая пройдет конференция «Высокопроизводительная обработка титановых и жаропрочных сплавов. Оборудование. Инструмент».
Не упустите шанс увидеть станок вживую и пообщаться со специалистами!
ООО «Савеловский машиностроительный завод»
Тел.: 8/8/48236/ 4-41-39, 4-12-30
market@smz-stanki.ru
www.smz-stanki.ru

