Область применения
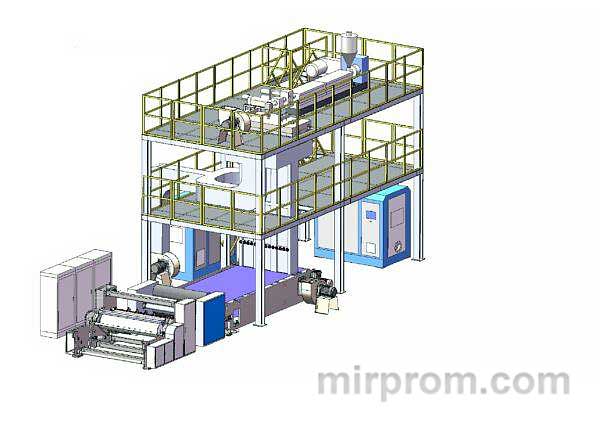
Оборудование предназначено для производства нетканых материалов фильерного типа, используемых в медицине, гигиене, сельском хозяйстве, упаковке, обивке и строительстве.
Описание технологического процесса
1. Экструзионный модуль
Экструдер является основным компонентом в производстве спанбонда. В загрузочную воронку модуля поступают гранулы полипропилена с показателем текучести расплава (ПТР) в диапазоне 35-45 единиц от ведущих российских производителей.
Гранулы поступают в зону винтовой пары, где под воздействием давления и температуры происходит их расплавление. Винтовая пара представляет собой винт Архимеда с оболочкой, аналогичный шнеку в мясорубке. Расплавленный материал выталкивается вдоль оси экструзионного модуля, приобретая однородную консистенцию и давление 40-50 МПа.
Основные характеристики экструзионного модуля:
-
Диаметр винта: 90 мм.
-
Соотношение длины к диаметру (L/D): 30:1.
-
Мощность главного привода: 75 кВт.
-
Редуктор с упорным узлом: модель RG-450.
-
Преобразователь частоты: модель ESQ.
-
Нагреватели: литые алюминиевые с принудительным охлаждением.
-
Количество зон нагрева: 6.
-
Мощность нагревателя: 30 кВт.
2. Фильтр расплава
В процессе производства и загрузки гранул полипропилена в экструзионный модуль в расплав могут попасть частицы пыли, упаковочные волокна и другие загрязнения. Для предотвращения их попадания в последующие агрегаты используется фильтрующее устройство.
Фильтр расплава разделяет поток расплава на две части, которые проходят через металлические сетки саржевого переплетения. Загрязнения остаются на решетках, а расплавленный материал продолжает движение. Производительность фильтра снижается по мере загрязнения решеток, что требует их регулярной замены.
Основные параметры фильтра расплава:
-
Тип свечи: не указан.
-
Площадь фильтрации: 2 м².
-
Максимальное давление: 10 МПа.
-
Датчик давления: для автоматического регулирования оборотов шнеков.
-
Система циркуляционного подогрева масла: централизованная.
3. Насос подачи расплава
Для обеспечения стабильного давления расплава во время формирования волокна перед формующим инструментом устанавливается шестеренчатый насос. Насос прогоняет расплав через себя, компенсируя перепады давления, возникающие из-за работы экструзионного модуля и фильтра расплава.
Основные характеристики насоса подачи расплава:
-
Объемная производительность: 200 дм³/час.
-
Тип шестерни: насосного типа.
-
Максимальное давление: 250 МПа.
-
Рабочая температура: до 300°C.
4. Экструзионная головка Liutira
Экструзионная головка выполняет функцию начального распределения расплава из канала диаметром 90 мм в полость шириной 1800 мм. Для обеспечения равномерного расхода материала по всей ширине головки используется автоматизированное проектирование и тестирование. В головке также установлены фильтрующие решетки для дополнительной фильтрации полипропилена.
Основные характеристики экструзионной головки:
-
Адаптер: Liutira.
-
Способ регулирования температуры: через расход теплоносителя.
-
Ширина головки: 1700 мм.
-
Рабочая ширина: 1600 мм.
-
Количество зон нагрева: 12 на матрицу.
5. Волокнообразующая матрица Liutira
Матрица представляет собой две перфорированные стальные пластины, через которые расплавленный материал разделяется на множество потоков и выдавливается наружу. Диаметр и расположение отверстий существенно влияют на физические свойства конечного продукта.
Основные параметры матрицы:
-
Диаметр входной первой пластины: 5 мм.
-
Диаметр выходной первой пластины: 2,5 мм.
-
Диаметр входной второй пластины: 2,5 мм.
-
Диаметр выходной второй пластины: 0,45 мм.
-
Расположение отверстий: в рядах, сдвинутых на 0,5 шага.
6. Установка удаления мономеров
Гранулы полипропилена, произведенные на химических заводах, содержат остатки непрореагировавших соединений и других веществ, которые могут переходить в жидкую или газовую фазу при расплавлении. Для их удаления используется установка вытяжки.
Основные характеристики установки удаления мономеров:
-
Мощность вентилятора: 11 кВт.
7. Система кристаллизации, ориентации и вытяжки
После выхода из матрицы волокна необходимо охладить, увеличить их прочность и уменьшить диаметр. Эти операции выполняются в канале охлаждения, где воздух поступает через Т-образный переходник и охлаждает волокна. Для упрочнения волокон используется эффект ориентации, при котором молекулы полимера вытягиваются в направлении приложения силы.
Основные параметры системы кристаллизации, ориентации и вытяжки:
-
Расход воздуха: 0,5-1 м³/с.
-
Мощность привода вентилятора: 45 кВт.
-
Регулируемое сопло Вентури: для увеличения скорости воздуха до 3-4 скоростей звука.
8. Приемный конвейер
Приемный конвейер представляет собой петлевую стекловолоконную сетку, на которую укладываются волокна. Воздух проходит через сетку и рекуперируется вентиляторами под конвейером. Конвейер формирует полотно из отдельных волокон в тонком слое.
Основные характеристики приемного конвейера:
-
Тип конвейера: непрерывный с воздушным охлаждением, ширина 1800 мм.
-
Система охлаждения: дополнительный контур для равномерного распределения температуры.
-
Материал конвейера: стекловолоконная сетка.
-
Тяговые валы: диаметр 100x1900 мм, полиуретановое покрытие.
-
Привод конвейера: асинхронный двигатель мощностью 7,5 кВт с червячной передачей.
-
Дополнительные функции: перемещение вверх/вниз на 100 мм и вперед/назад на 1000 мм.
9. Термоскрепляющий каландр
Для соединения волокон используются два нагретых вала, на одном из которых имеются выступы. Эти выступы проталкивают слой волокон и расплавляют их в месте приложения давления, формируя окончательный рисунок на фильере. Размер и рисунок выступов определяют внешний вид готового продукта.
Основные характеристики термоскрепляющего каландра:
-
Количество валов: 2.
-
Тип нагрева: не указан.
-
Диаметр валов: 350 мм.
-
Схема соединения: поперек.
-
Автоматическая синхронизация скорости вращения: с блоком намотки.
10. Автоматический намотчик контактов
Устройство преобразует непрерывное полотно в рулон, наматываемый на картонный рукав. После намотки рулон отправляется на нарезку или упаковку для отгрузки.
Основные характеристики автоматического намотчика контактов:
-
Тип обмотки: контактная с автоматической заменой вала.
-
Количество удлинительных валов: 2, диаметр 100x2000 мм.
-
Привод обмотки: асинхронный двигатель мощностью 7,5 кВт через понижающий редуктор.
-
Управление электродвигателем: через преобразователь частоты ESQ.
-
Автоматическая подстройка и замена вала: предусмотрена.
11. Система управления
Система управления обеспечивает автоматизацию и контроль основных параметров технологического процесса.
Основные компоненты системы управления:
-
Регулирование температуры: автоматические PID-контроллеры.
-
Регулирование давления расплава: автоматические PID-контроллеры.
-
Управление параметрами: через сенсорную панель на русском языке.
-
Программируемый логический контроллер: для поддержания параметров работы в автоматическом режиме и управления интерфейсом сенсорной панели.
Рама
Рама представляет собой конструкцию, состоящую из сборочных элементов, платформы для технического обслуживания и защитного ограждения.
В комплект поставки входит руководство по эксплуатации на русском языке, электрические и пневматические схемы, схема подачи и циркуляции масла, гарантийный лист и комплект расходных материалов, рассчитанный на один год эксплуатации.
Производитель
Оборудование произведено на собственном производстве компании.

