Компактная концепция Vx: экономия площади без потерь
Ширина 1600 мм меняет правила игры
Габаритные размеры станков VL 2 P и VT 2-4 говорят сами за себя. Эти машины предназначены для обработки малогабаритных деталей типа «диск» и «вал», но их конструкция — это нечто особенное. Ширина составляет всего 1600 миллиметров. Впечатляет, правда?
Такое решение открывает интересные возможности. Несколько вертикальных станков можно установить в ряд, создав производственную линию на минимальной площади. Идея экономии пространства заложена уже в конструкции отдельных модулей новой платформы EMAG Vx.
Доступ оператора организован по тому же принципу — все важнейшие органы управления и узлы доступны с фронтальной стороны. Периферийные устройства расположены с обратной стороны, что удобно при объединении станков в одну автоматическую линию.
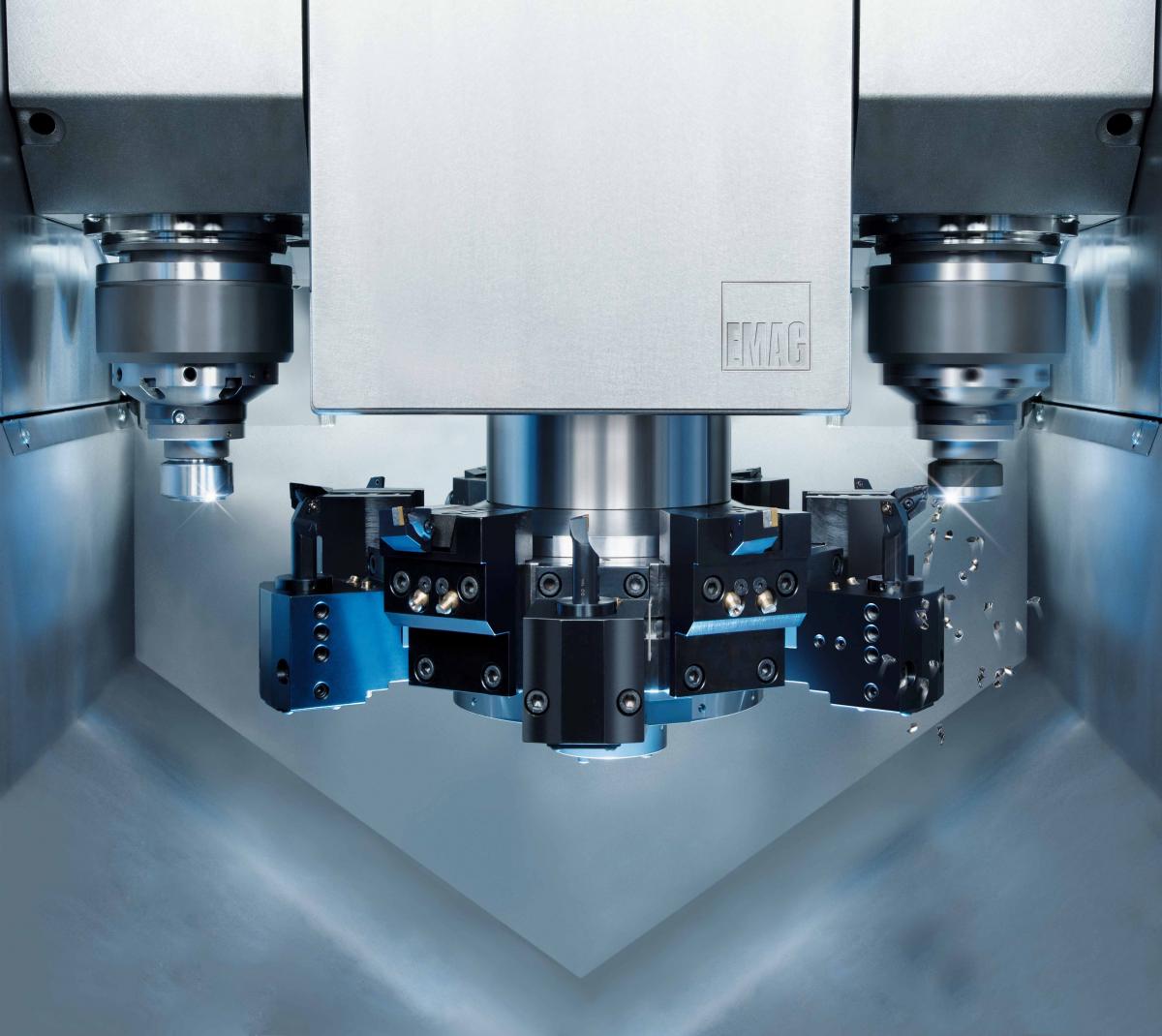
Рис. 1. Рабочая зона станка VL 2 P
Знакомо? Когда каждый квадратный метр производственной площади на счету, такая компактность — серьезное преимущество.
Двухшпиндельная система VL 2 P: маятниковая обработка
Производительность многошпиндельного на двух шпинделях
При конструировании станка особое внимание уделили высокой производительности. Для обработки деталей типа «фланец» группа EMAG предлагает двухшпиндельные вертикальные токарные станки Pick-Up маятниковой компоновки модели VL 2 P.
Как это работает? Револьверная головка с инструментом совершает маятниковые перемещения между двумя рабочими шпинделями. Пока один шпиндель производит самостоятельную загрузку заготовки, второй обрабатывает деталь. Гениально просто!
Результат — впечатляющее время обработки. При длительности цикла в пределах 20 секунд двухшпиндельный станок EMAG по производительности сравним с многошпиндельным. Это серьезно.

Рис. 2. Станок EMAG VL 2 P
Четырехосевой станок VT 2-4 для обработки валов
Вертикальное точение с четырьмя осями ЧПУ
Для обработки деталей типа «вал» EMAG предлагает станки модели VT 2-4. Они позволяют производить вертикальное точение с одновременным использованием четырех осей ЧПУ.
Что это дает? Возможность выполнять сложные операции за одну установку. Не нужно перегружать деталь, не нужно терять время на переустановку. Все делается за один проход.
| Характеристика | VL 2 P | VT 2-4 |
|---|---|---|
| Тип деталей | Диск, фланец | Вал |
| Количество шпинделей | 2 | 1 |
| Количество осей ЧПУ | 2 | 4 |
| Компоновка | Маятниковая | Вертикальная |
Логично? Для разных задач — разные решения.
Автоматическая загрузка Pick-Up: как это работает
Принцип, проверенный временем
На рассматриваемых моделях используется зажимной патрон типоразмера 160 мм. В нем могут обрабатываться детали с самыми малыми размерами. Максимальный диаметр обрабатываемой детали — 100 мм.
Длина обрабатываемых деталей:
- ✓ Тип «вал» — до 400 мм
- ✓ Тип «диск» — до 150 мм
На обоих станках использован зарекомендовавший себя принцип загрузки заготовок Pick-Up. Станки осуществляют загрузку и выгрузку в автоматическом режиме.
На станке VL 2 P, обрабатывающем детали типа «диск», эту задачу выполняет главный шпиндель. На станке VT 2-4, специализирующемся на обработке валов, заготовки загружаются и выгружаются грейферами, расположенными в одной из позиций каждой револьверной головки.

Рис. 3. Станок EMAG VT 2-4
Автоматизация — это не просто модное слово. Это реальная экономия времени и повышение производительности.
Универсальность инструмента: 12 позиций и приводные головки
Никаких ограничений в выборе
12-позиционные револьверные головки на обоих станках готовы к выполнению любых задач. На станке VT 2-4 для обеспечения обработки по четырем осям ЧПУ таких головок две.
В любую позицию револьверной головки может быть установлен приводной инструмент с частотой вращения до 6000 мин⁻¹ и крутящим моментом до 20 Нм. Впечатляющие показатели для такого класса оборудования.
В стандартном исполнении на револьверной головке используются гнезда для установки инструмента VDI 30. По желанию револьверная головка может также поставляться с гнездами BMT 55.
С точки зрения выбора инструмента у заказчиков практически нет ограничений. Это важно. Гибкость в выборе оснастки позволяет адаптировать станок под конкретные задачи производства.
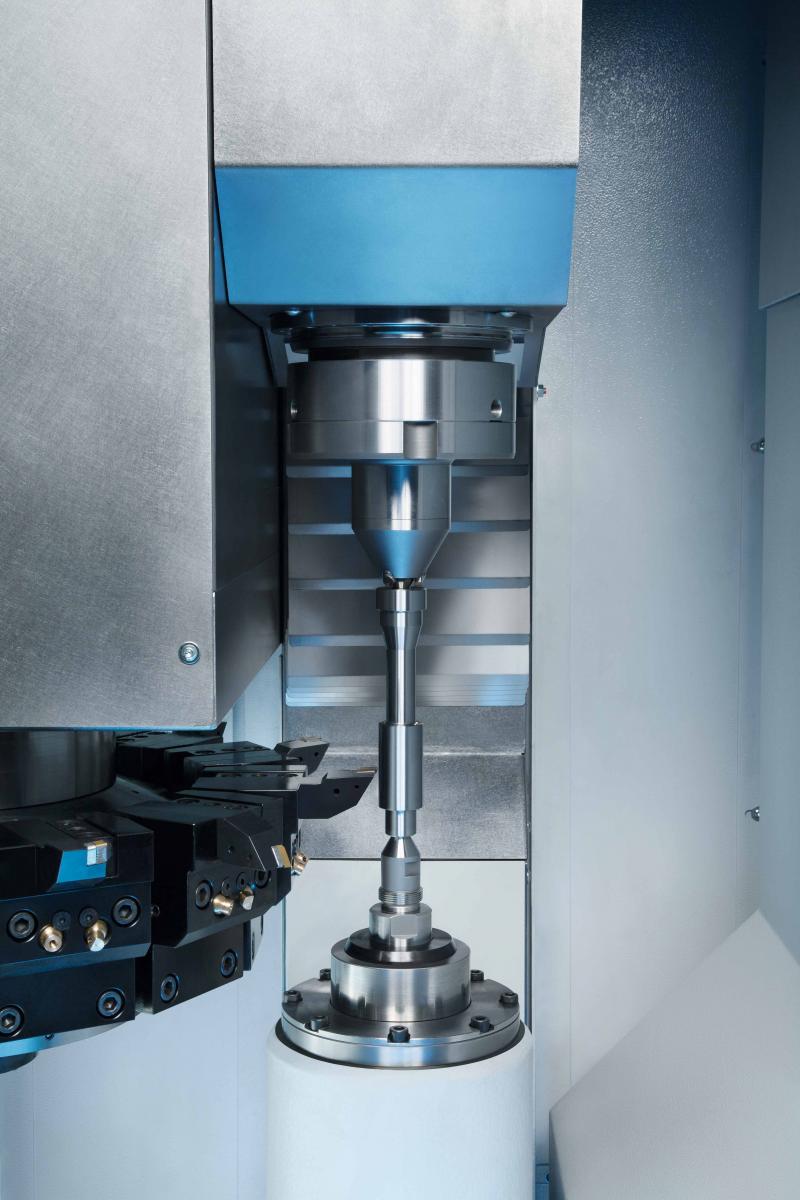
Рис. 4. Процесс обработки вала
Системы ЧПУ: выбор между Fanuc и Siemens
Открытость и простота управления
Система управления станков построена по принципам открытости и простоты. Пользовательская оболочка всегда остается одинаковой, вне зависимости от используемой системы ЧПУ.
Заказчик может выбирать между:
- ★ Fanuc 31i/32i (со встроенным SPS)
- ★ Siemens Sinumerik 840D sl (со встроенным PLC S7-300)
Почему это важно? При использовании единой базы ЧПУ на предприятии удается существенно сократить затраты как на обучение операторов, так и непосредственно на наладку станков.
Не нужно переучивать персонал при покупке нового оборудования. Интерфейс знаком, логика управления понятна. Это экономит время и деньги.
Технические характеристики VL 2 P и VT 2-4
Сравнительный анализ параметров
| Рабочий диапазон | Единица | VL 2 P | VT 2-4 |
|---|---|---|---|
| Диаметр патрона | мм | 160 | 160 |
| Макс. диаметр вращения | мм | 200 | 200 |
| Перемещение по оси X | мм | 380 | 340 |
| Перемещение по оси Z | мм | 400 | 660 |
| Главный шпиндель | кол-во | 2 | 1 |
| Мощность шпинделя (ПВ 40%/100%) | кВт | 19,5 / 12,5 | 34 / 26,5 |
| Крутящий момент (ПВ 40%/100%) | Нм | 75 / 48 | 144 / 112 |
| Макс. частота вращения | мин⁻¹ | 6.000 | 6.000 |
Обратите внимание на мощность шпинделей. VT 2-4 значительно мощнее — 34 кВт против 19,5 кВт у VL 2 P (при ПВ 40%). Это объясняется спецификой обработки валов, которая требует больших усилий резания.
Преимущества VL 2 P: параллельная обработка
Когда время — деньги
Станок VL 2 P предлагает уникальные возможности:
- ✔️ Загрузка/выгрузка деталей на одном шпинделе производится параллельно с обработкой на другом
- ✔️ Чрезвычайно малое время «от стружки до стружки»
- ✔️ Полная обработка одной детали (токарная обработка первой и второй стороны с переворотом)
- ✔️ Параллельная обработка двух совершенно разных деталей на разных шпинделях
- ✔️ Исключительно высокая виброустойчивость и термостабильность за счет изготовления станины из синтетического гранита MINERALIT®
- ✔️ Широкий выбор стандартизованных элементов системы автоматизации
- ✔️ Идеальные условия падения стружки — вертикально вниз
- ✔️ Малая занимаемая площадь за счет компактного исполнения
- ✔️ Время обработки на разных шпинделях может быть различным
Последний пункт особенно интересен. Можно обрабатывать разные детали с разным временем цикла. Это дает невероятную гибкость производства.
Преимущества VT 2-4: автономность и интеграция
От standalone до автоматической линии
Станок VT 2-4 обладает своими уникальными преимуществами:
- ✓ Встроенная система загрузки и выгрузки заготовок
- ✓ Накопители заготовок и обработанных деталей являются составными частями станка
- ✓ Станок может использоваться как автономно, так и в составе автоматизированной производственной системы
- ✓ Вертикальная компоновка обеспечивает свободное падение стружки вниз и препятствует образованию клубков
- ✓ Малое время наладки и переналадки за счет прекрасной доступности рабочих узлов
- ✓ Малые затраты на сенсорные устройства за счет прямого привода по осям ЧПУ и современных систем управления
- ✓ Малая занимаемая площадь за счет компактного вертикального исполнения
Возможность работы как автономно, так и в линии — это серьезно. Можно начать с одного станка, потом масштабироваться. Гибкий подход к развитию производства.
MINERALIT: синтетический гранит для стабильности
Материал, который меняет правила
Стоит отдельно упомянуть о материале станины. MINERALIT® — это синтетический гранит, который обеспечивает исключительную виброустойчивость и термостабильность.
Почему это важно? При обработке с высокими скоростями и подачами возникают вибрации и тепловые деформации. Они влияют на точность. MINERALIT® минимизирует эти эффекты.
Результат — стабильное качество обработки на протяжении всего рабочего цикла. Не нужно ждать, пока станок «прогреется». Можно работать сразу с требуемой точностью.
Это не просто маркетинг. Это реальная технология, которая дает ощутимые преимущества в производстве.

Рис. 5. Доступ к системе управления и рабочей зоне
Российское представительство группы EMAG
117630, Россия, г.Москва,
ул.Академика Челомея, д.3 корп.2
тел.: +7 (495) 287-09-60| +7 (495) 287-09-61
факс: +7 (495) 287-09-62
e-mail: main@emag-group.ru
www.emag.com

