Технология, а не станки: философия Weingartner
Хотя для Геральда Штайнингера, руководителя производства Weingartner Maschinenbau GmbH, технические характеристики не играют значительной роли.
«Мы не продаем станки — мы продаем технологию», — говорит Геральд Штайнингер.
В принципе, Weingartner является поставщиком комплексных производственных решений, включая:
- ✓ Анализ процесса обработки
- ✓ Подходящий станок
- ✓ Инструмент и технологию
- ✓ Соответствующее программное обеспечение
Это можно увидеть на примере станка MPMC 1200, который сделан для одной крупной компании по производству генераторов.
MPMC 1200: многоцелевой обрабатывающий центр
MPMC — multi-product machining centre (многоцелевой обрабатывающий центр).
1200 — это диаметр обрабатываемой детали над люнетом.
| Параметр | Значение | Примечание |
|---|---|---|
| Диаметр обработки | до 1200 мм | Над люнетом |
| Вес детали | до 50 тонн | Роторы генераторов |
| Длина детали | более 12 м | Крупногабаритные роторы |
| Точность обработки | микронная | Высокая точность |
На этом станке обрабатываются роторы из заготовок весом 32 тонны.

Рис. 1. MPMC 1200 (многоцелевой обрабатывающий центр) предназначен для деталей диаметром до 50 тонн и более 12 м в длину при очень высокой точности обработки
Рекордная экономия времени: с 300 до 60 часов
Ранее роторы такого размера изготавливались на специальных станках, нарезающих пазы дисковыми фрезами из быстрорежущей стали (HSS).
Это трудоемкий процесс, так как глубина прореза ограничивалась лишь несколькими миллиметрами.
| Этап обработки | Традиционный метод | MPMC 1200 | Экономия |
|---|---|---|---|
| 200-300 часов | включено в 60 часов | 80-90% | |
| Снятие заусенцев | 40 часов (вручную) | 4 часов | 90% |
| Общее время | 240-340 часов | 60 часов | 75-82% |
В результате время обработки составляло 200-300 часов и 40 дополнительных часов для снятия заусенцев.
После внедрения MPMC 1200 весь процесс (включая снятие заусенцев) занимает менее 60 часов.
Для роторов с массой до 32 тонн время обработки может быть снижено современным полным обрабатывающим станком вплоть до одной пятой.
Сотрудничество с Boehlerit: фрезы глубиной 200 мм
Эксперт по технологическим решениям Геральд Штайнингер упомянул об обрабатывающем инструменте, и по этому направлению Weingartner успешно сотрудничает с австрийской компанией Boehlerit.
Один из примеров такого сотрудничества — это специальная дисковая фреза, разработанная компанией Boehlerit для резки глубиной до 200 (!) мм с шириной реза 36 мм.
Ранее на MPMC 1200 уже была успешно реализована резка на глубину 100 мм (факт, заслуживающий, по крайней мере, двух восклицательных знаков), что с лихвой покрывает технические требования заказчика по глубине реза в 60 мм.
И все это делается на длине пять метров и более.
Это впечатляющие цифры, особенно учитывая невероятную точность такой обработки.

Рис. 2. Разработанная совместно с Boehlerit, специальная дисковая фреза, гарантирует высокие параметры резки
Данный станок оснащен противошпинделем, на котором установлена дополнительная измерительная система.
Это очень важно, поскольку пазы обрабатываются в непрерывном режиме и угловое положение начальной точки реза не должно отличаться от положения конечной точки более чем на несколько микрон.
Программируемые люнеты: точность для 50 тонн
Такие условия накладывают определенные требования на зажим и установку деталей.
Существующие гидравлические люнеты не способны работать с деталями весом до 50 тонн.
Поэтому инженеры компании Weingartner разработали свободно программируемые люнеты с 4-мя ЧПУ осями (X1/X2/Y/Z) и микронной точностью для деталей диаметром от 100 мм до 1.2 метра.
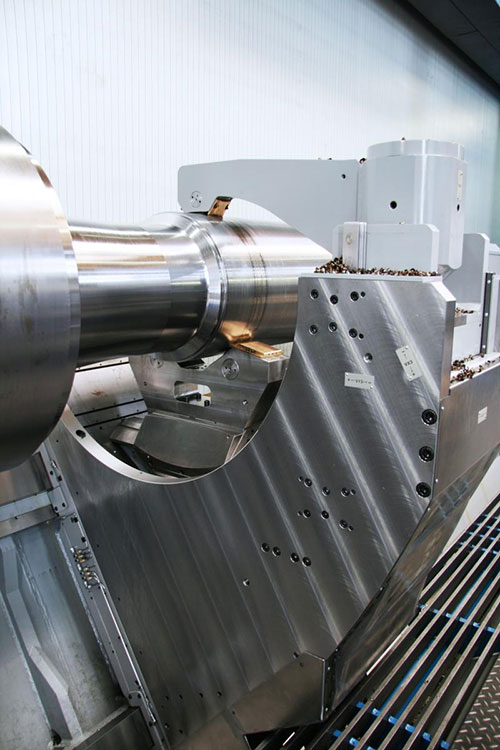
Рис. 3. Собственной разработки, прекрасные свободно программируемые люнеты с четырьмя ЧПУ осями с микронной точностью для деталей диаметром до 1,2 мм
«Свободно программируемые» означает возможность регулировки:
- ★ Концентричности
- ★ Глубины
- ★ Высоты
- ★ Длины
| Тип люнета | Максимальная нагрузка | Оси управления | Точность |
|---|---|---|---|
| Обычные гидравлические | 5 тонн | Ограниченные | Стандартная |
| Weingartner | 10000 кг | 4 оси (X1/X2/Y/Z) | Микронная |
Эти люнеты собственной разработки Weingartner выдерживают нагрузку до 10 000 кг в отличие от обычных люнетов, работающих при максимальной нагрузке в 5 тонн.
Вертикальная концепция: превосходство над наклонной станиной
«Стандартные» обрабатывающие центры в большинстве своем имеют наклонную станину.
Это объясняется тем, что такие станки являются, по сути, токарными станками со встроенным фрезерным шпинделем.
«По большому счету, базовая конструкция почти всех обрабатывающих центров, имеющихся на рынке, аналогична конструкции токарного станка. Для производства большинства крупных деталей это не является недостатком. Напротив, для широкого диапазона деталей это как раз таки верное решение. Но на своем опыте мы увидели, что эта концепция имеет свои ограничения. Почему?» — говорит Геральд Штайнингер.
У крупногабаритных деталей центр тяжести и часть всего веса находятся в неблагоприятной зоне за пределами станины станка, и наклонный люнет не может это полностью компенсировать.
В крайних точках этих зон действуют повышенные значения опрокидывающего момента, что негативно сказывается на точности и жесткости всей системы.
В концепции Weingartner деталь располагается перпендикулярно люнету (по вертикали), поэтому нагрузка направлена непосредственно через центр и полностью поглощается станиной, как у фрезерных станков с крестовым столом.
Мощность и точность: 72 кВт, 12400 Нм, HSK 160
Отвлечемся от конструктивных преимуществ оборудования и поговорим о более частных моментах: ведь для выполнения поставленных задач станок обладает по-настоящему выдающимися характеристиками.
Геральд Штайнингер суммирует ключевые моменты:
«Для использования дисковых фрез диаметром 700 мм при глубине реза 60 мм необходима большая мощность. Именно поэтому разработанная нами фрезерная головка не только имеет мощность 72 кВт, но и выдает максимальный момент 12 400 Нм».
Чтобы передать соответствующие усилия резания, выбран интерфейс инструмента HSK 160 с возможностью увеличения плоскости до 225 мм.
| Параметр | Значение | Назначение |
|---|---|---|
| Мощность фрезерной головки | 72 кВт | Обработка дисковыми фрезами 700 мм |
| Максимальный момент | 12400 Нм | Глубина реза 60 мм |
| Интерфейс инструмента | HSK 160 | Передача усилий резания |
| Увеличение плоскости | до 225 мм | Расширенные возможности |
И что типично для Weingartner, «для этого способа обработки момента в 8 000 Нм было бы вполне достаточно, но нам не нужны полумеры и мы всегда добавляем дополнительный "запас прочности"».
Это также применимо и к зажиму детали. Патроны оборудованы дополнительными усилителями мощности, что дает гарантию надежности системы зажима детали.
Подвижная колонна, т.е. механический узел, перемещающий фрезерную головку, был сконструирован таким образом, чтобы в значительной степени исключить возможные вибрации.
Очень показателен пример удаления заусенцев. Как уже было отмечено, примерно 40 часов требовалось для ручного удаления заусенцев на секции ротора, которая может быть до четырех метров в длину.
Благодаря жесткой конструкции станка и, как результат, минимальным значениям вибрации, а также правильно подобранному инструменту, сейчас эта операция занимает менее четырех часов, поскольку более 90% заусенцев удаляются непосредственно станком MPMC 1200, что сводит ручные манипуляции к минимуму.
Автоматическая смена головок: скорость до 20000 об/мин
Необходимо отметить, что в рабочей зоне станка нет никаких силовых кабелей и шлангов.
«Для нас это абсолютно недопустимо. Мы считаем ошибочным мнение, что стружка и СОЖ не представляют угрозы для шлангов и силовых кабелей в долгосрочной перспективе. Кроме этого, отсутствие кабелей визуально более привлекательно и имеет свои преимущества во время сервисного обслуживания станка», — говорит Геральд Штайнингер.


Рис. 4-5. Для различных производственных задач смена обрабатывающих головок полностью автоматизирована. Кабели и шланги были "запрещены" в рабочей зоне станка
Станок MPMC 1200, как и большинство станков Weingartner, оборудован системой «pick-up», предусматривающей полностью автоматическую смену обрабатывающих головок за несколько минут.
Это имеет огромное значение, когда клиент хочет обработать деталь с большей скоростью, чем это возможно с помощью мощных, но в то же время более медленных обрабатывающих головок.
В таком случае без особых усилий устанавливается мотор-шпиндель, и скорость обработки возрастает до 20 000 об/мин и выше.
Универсальность применения: от роторов до блоков двигателей
Основное преимущество фрезерно-токарных центров Weingartner — это, несомненно, их универсальность.
Поскольку компании не могут знать наверняка, какие детали они будут производить в будущем, возможность переналадки — это неоценимое преимущество оборудования.
«Эти станки практически универсальны благодаря своей модульной конструкции и большому выбору опций. Мы можем, например, обрабатывать блоки двигателей на том же станке, на котором изготавливаются коленчатые валы. Для этого всего лишь необходимо интегрировать поворотный стол с роторным блоком, а все способы обработки на станке — от точения и сверления до фрезерования — уже доступны. В дополнение можно устанавливать шпиндели различных модификаций, которые позволяют выполнять операции любой сложности на одном станке. И это не теоретические возможности, это стандартные задачи, с которыми мы мастерски справляемся», — говорит Геральд Штайнингер.
И в заключение:
«В основе всех наших технологических решений лежит механика, а электроника позволяет компенсировать физические ограничения». Другими словами, если вы гарантируете точность, вы обязаны ее обеспечить любыми способами.
| Характеристика | Значение | Преимущество |
|---|---|---|
| Вес обрабатываемых деталей | до 50 тонн | Крупнейшие роторы |
| Сокращение времени обработки | с 300 до 60 часов | 80% экономии |
| Глубина резания | до 200 мм | Рекордные показатели |
| Мощность фрезерной головки | 72 кВт | Высокая производительность |
| Максимальный момент | 12400 Нм | Обработка твердых материалов |
| Скорость шпинделя | до 20000 об/мин | Высокоскоростная обработка |
| Точность позиционирования | микронная | Высочайшее качество |
| Автоматизация | полная | Минимум ручного труда |
MPMC 1200 от Weingartner — это не просто станок. Это комплексное решение для обработки сверхтяжелых деталей с рекордной производительностью и точностью.
www.weingartner.com

