Проблемы высокоскоростного шлифования: что нужно знать
Высокоскоростное шлифование — это не просто «быстрее = лучше». Да, производительность растёт. Но вместе с ней растёт и температура в зоне обработки. А прижоги на поверхности? Они снижают долговечность детали в разы. Вот в чём загвоздка.
Производственный опыт показывает: повышение интенсивности съёма металла без контроля температуры = риск брака. Прижоги — это не косметический дефект. Это структурные изменения в поверхностном слое, которые ведут к преждевременному выходу детали из строя.
Что делать? Знать величину максимальной контактной температуры qк, осреднённой по ширине зоны контакта инструмента и заготовки. Без этого — как стрелять с закрытыми глазами.
Контактная температура: формула Калинина для расчёта
Профессор Е.П. Калинин, учитывая теплофизические характеристики сталей и сплавов, вывел обобщённую формулу для различных схем шлифования. Это не теоретическая выкладка. Это рабочий инструмент для инженера.
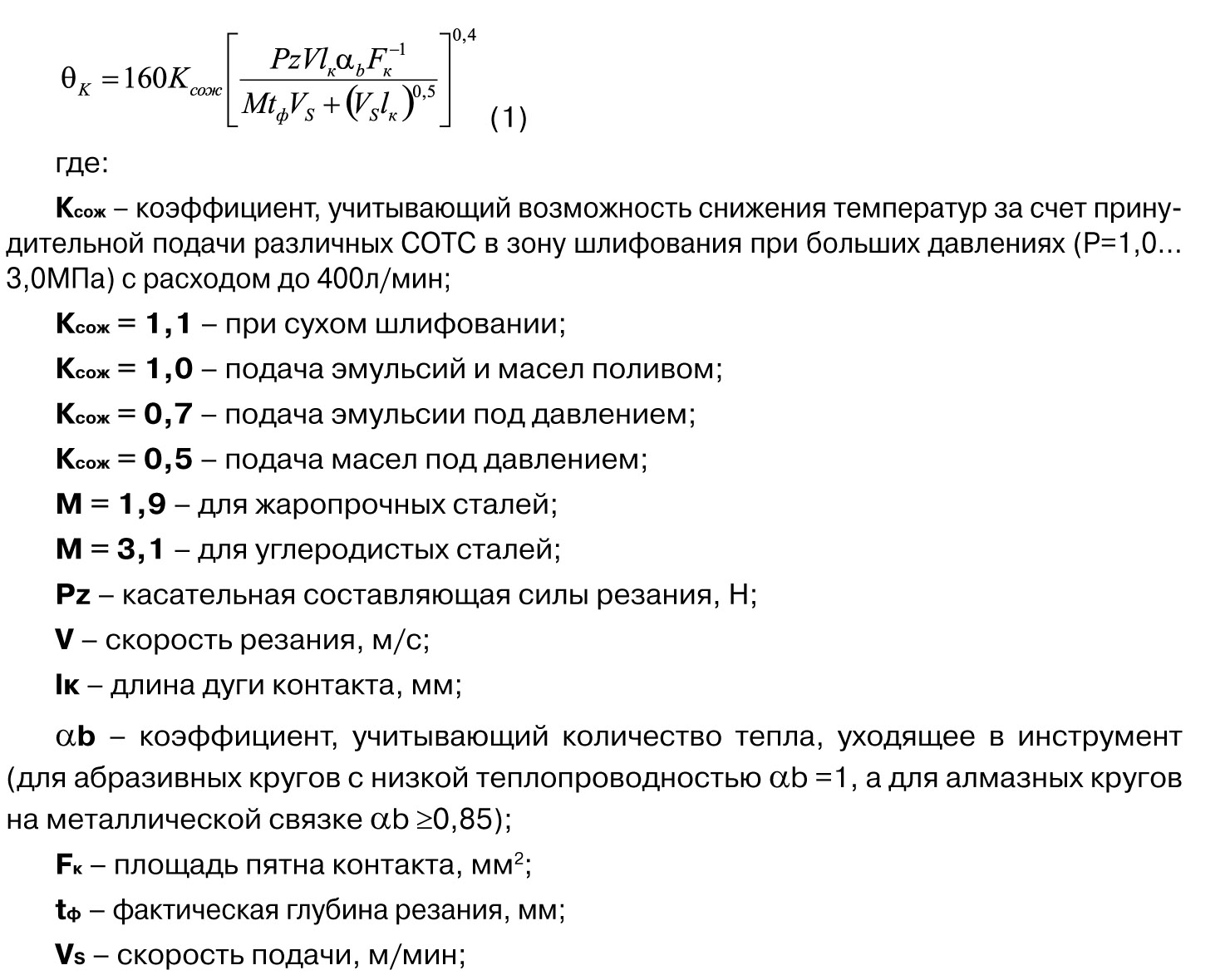
Формула учитывает: скорость шлифования, подачу, глубину резания, теплофизические свойства материалов, геометрию контакта. Подставил значения — получил оценку температуры. Просто? В расчёте — да. В применении — требует понимания физики процесса.
Но знание температуры — это только полдела. Нужно понять: а насколько эта температура критична для конкретной детали? Вот тут в игру вступает следующий этап.
Глубина прижогов: как рассчитать и предотвратить
Зная максимальную контактную температуру, можно оценить глубину распространения структурных превращений в поверхностном слое. Для этого используется выражение Н.А. Подосеновой, основанное на уравнении проникновения тепловой волны.
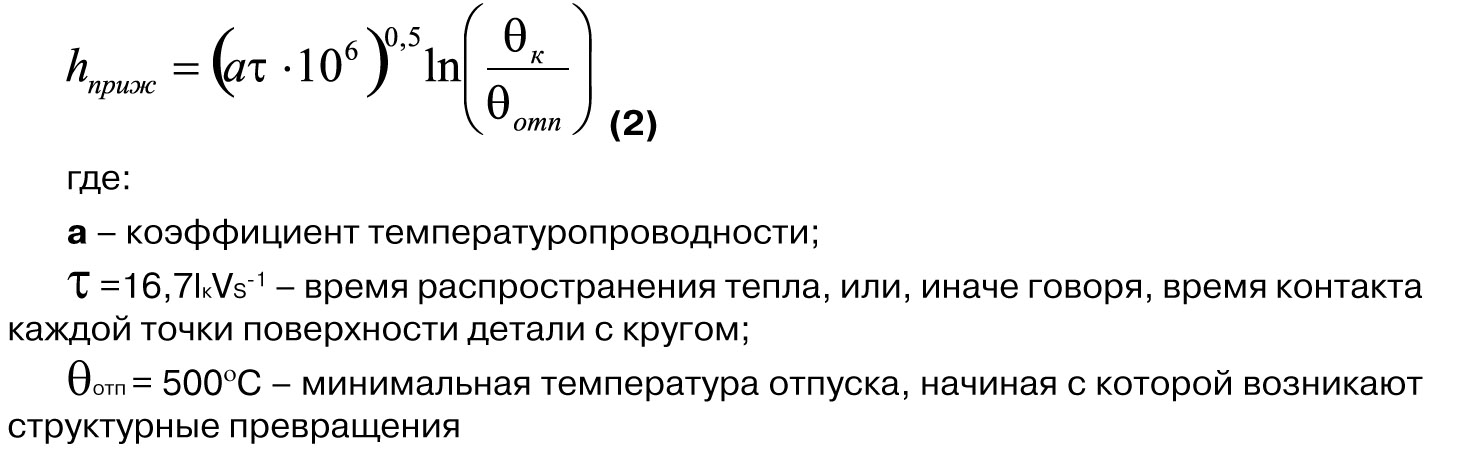
Что это даёт? Возможность заранее оценить: будет ли прижог, и если да — насколько глубоко он проникнет. А зная это — можно скорректировать режим шлифования до того, как деталь уйдёт в брак.
Для каждой схемы шлифования, учитывая длину дуги контакта lк, можно вывести свою формулу оценки возможного уровня прижогов. Универсального рецепта нет. Но методика — есть. И она работает.
Оптимизация режимов шлифования на ЭВМ
Проблему повышения производительности без прижогов можно решить через оптимизацию режимов шлифования с помощью ЭВМ. Задача: обеспечить максимальную производительность при минимальной себестоимости, с учётом конкретных условий производства.
Опыт показывает: вариант режимов резания, обеспечивающий наименьшее штучное время, как правило, является и наиболее экономичным. Логика простая: меньше времени на операцию = ниже затраты на единицу продукции.
Целевая функция: максимальная производительность
В качестве целевой функции оптимизации целесообразно принять достижение наибольшей производительности обработки. При прочих равных условиях этому соответствует наибольший объем срезаемого металла Qм.
Но «при прочих равных» — это идеальная ситуация. В реальности есть ограничения. И их нужно учитывать.
Технологические ограничения: баланс качества и скорости
Режим резания нельзя выбирать только по критерию производительности. Есть требования к изделию, возможности станка, характеристики инструмента. Игнорировать их — значит получить брак или поломку.
Требования к качеству поверхности
Предельно допустимая шероховатость ![]() обработанной поверхности, требуемая точность детали после шлифования
обработанной поверхности, требуемая точность детали после шлифования ![]() — это жёсткие рамки. Выход за них = деталь не пройдёт контроль.
— это жёсткие рамки. Выход за них = деталь не пройдёт контроль.
Максимальная контактная температура шлифуемой поверхности  — предельно допустимая с точки зрения прижогов, остаточных напряжений или других показателей качества поверхностного слоя. Превысили — получили структурные изменения, которые нельзя исправить.
— предельно допустимая с точки зрения прижогов, остаточных напряжений или других показателей качества поверхностного слоя. Превысили — получили структурные изменения, которые нельзя исправить.
Максимальная глубина прижога ![]() — предельно допустимая с точки зрения глубины структурных превращений или допустимого снижения твердости в поверхностном слое детали. Это уже вопрос надёжности, а не просто внешнего вида.
— предельно допустимая с точки зрения глубины структурных превращений или допустимого снижения твердости в поверхностном слое детали. Это уже вопрос надёжности, а не просто внешнего вида.
Ограничения станка и инструмента
Мощность двигателя привода шлифовального круга  — физический предел. Нельзя требовать от станка больше, чем он может дать.
— физический предел. Нельзя требовать от станка больше, чем он может дать.
Наибольшие и наименьшие значения подач ![]() , глубины резания
, глубины резания ![]() — технические характеристики, за которые не выйти.
— технические характеристики, за которые не выйти.
Возможность использования различных систем подачи охлаждения в зону резания, оцениваемая коэффициентом Ксож. Охлаждение — это не просто «полить». Это управление температурным режимом в реальном времени.
Ограничения по кругу: требуемая стойкость инструмента [T], требуемая твердость [Tу] (определяющая отсутствие самозатачивания), прочность круга. Износ круга — это не внезапное событие. Это процесс, который можно и нужно учитывать в режиме.
Область допустимых решений: графический подход
На рис. 1 представлен пример построения области допустимых решений для определения оптимальных режимов плоского шлифования с продольной подачей заготовки.
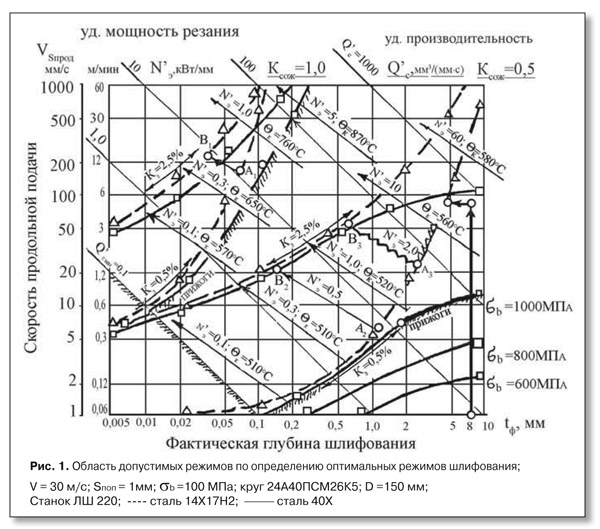 Рис. 1. Область допустимых решений для плоского шлифования с продольной подачей
Рис. 1. Область допустимых решений для плоского шлифования с продольной подачей
График построен по результатам расчёта на ПК методом упорядоченного перебора возможных сочетаний параметров режима. Что он даёт? Возможность однозначно определить стратегию нахождения оптимальных параметров. Не гадать. Не подбирать «на глаз». А видеть границы и выбирать внутри них.
Алгоритм поиска оптимального режима шлифования
На рис. 2 представлен алгоритм последовательности определения оптимального режима шлифования.
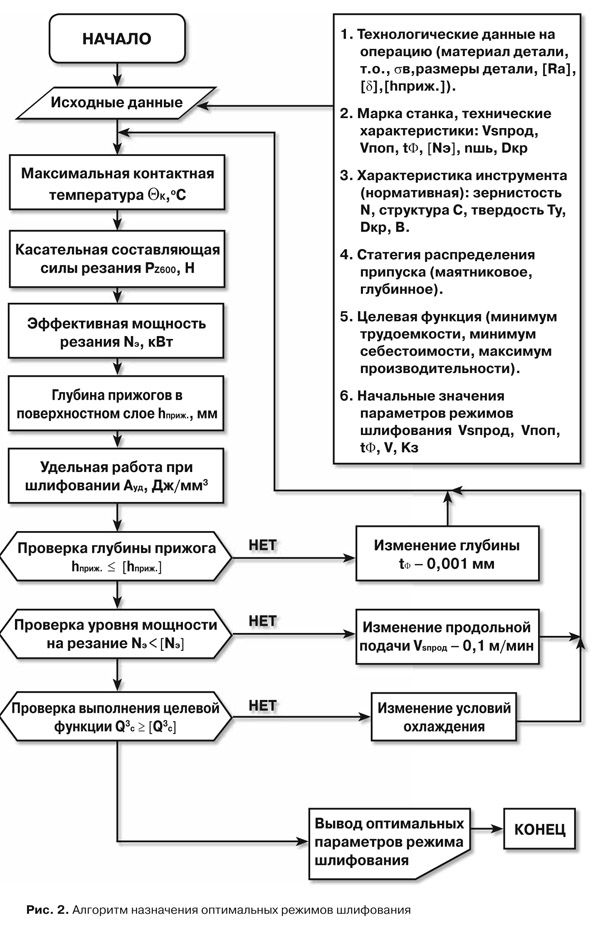 Рис. 2. Алгоритм определения оптимального режима шлифования
Рис. 2. Алгоритм определения оптимального режима шлифования
Последовательность шагов: от исходных данных — через расчёт ограничений — к выбору оптимального сочетания параметров. Системный подход вместо интуиции. Это и есть современная технология.
Управление процессом по мере затупления круга
А теперь — важный нюанс. Круг не остаётся острым вечно. По мере затупления меняются условия резания. И если не корректировать режим — температура начнёт расти, качество — падать.
Решение: управлять процессом шлифования, снижая режимы по мере затупления круга. Цель — поддерживать температуру на допустимом уровне, не изменяя качества шлифуемой поверхности.
До затупления круга до предельной величины производительность может снизиться максимум в 2 раза. После чего — правка круга — и возврат к самым оптимальным режимам. Цикл повторяется.
Это не компромисс. Это стратегия. Которая позволяет держать баланс между производительностью и качеством на протяжении всего ресурса инструмента.
| Параметр | Влияние на процесс | Как учитывать при оптимизации |
| Контактная температура | Определяет риск прижогов и структурных изменений | Расчёт по формуле Калинина, контроль в реальном времени |
| Глубина прижога | Влияет на долговечность и надёжность детали | Оценка по формуле Подосеновой, ограничение режима |
| Производительность (Qм) | Определяет себестоимость и время цикла | Целевая функция оптимизации, максимизация в допустимых пределах |
| Шероховатость и точность | Требования чертежа, контроль качества | Жёсткие ограничения, не подлежат компромиссу |
| Мощность двигателя | Физический предел возможностей станка | Учёт в расчёте, недопущение перегрузки |
| Стойкость круга | Влияет на частоту правок и общую эффективность | Корректировка режима по мере износа, циклическое управление |
Аспирант М.В. Правдик, Санкт-Петербургский институт машиностроения (ЛМЗВТУЗ), ЗАО «Котлин-Новатор». Профессор, д.т.н. Е.П. Калинин, Санкт-Петербургский институт машиностроения (ЛМЗВТУЗ).
Литература:
- Е.П. Калинин «Теория и практика управления производительностью шлифования без прижогов с учетом затупления инструмента», Санкт-Петербург «Политехника» 2009 г.
- Е.Н. Маслов «Теория шлифования материалов», Москва, «Машиностроение», 1974 г.
- Л.Н. Филимонов «Высокоскоростное шлифование», Ленинград, «Машиностроение», 1974 г.
Что в сухом остатке? Высокоскоростное шлифование — это не гонка за скоростью. Это поиск баланса: производительность, качество, надёжность. Формулы Калинина и Подосеновой — не академическая экзотика. Это инструменты для принятия инженерных решений. А оптимизация на ЭВМ — не замена специалисту. Это усиление его возможностей.
Заметьте: управление процессом по мере затупления круга — это не «костыль». Это признание того, что износ — часть реальности. И работать нужно с реальностью, а не с идеальной моделью.
Вот такой подход даёт результат. Не мгновенный. Но устойчивый. А в производстве именно это и ценится.

