Преимущества вакуумного оборудования SCHMETZ перед традиционными методами
Компания SCHMETZ предлагает оборудование, которое имеет ряд существенных преимуществ по сравнению с традиционными методами обработки с использованием масляных и соляных ванн.
Давайте посмотрим на факты:
- Полное отсутствие трещин на поверхности деталей вследствие возникающих напряжений
- Светлая и чистая поверхность деталей
- Высокая степень повторяемости результатов обработки и документальное подтверждение параметров
- Возможность обрабатывать широкую гамму сталей и сплавов без образования оксидного слоя и короблений
Впечатляет, правда? Особенно если сравнить с традиционными методами, где коробления и трещины — обычное дело.
| Параметр | Вакуумная печь SCHMETZ | Масляные/соляные ванны |
|---|---|---|
| Трещины на поверхности | Отсутствуют | Возможны |
| Чистота поверхности | Светлая, чистая | Требует очистки |
| Повторяемость | Высокая | Средняя |
| Оксидный слой | Отсутствует | Образуется |
| Коробления | Минимальные | Значительные |
| Экологичность | Высокая | Низкая |
Обработка деталей из низколегированных сплавов: практический пример
Опишем процесс обработки деталей, изготовленных из низколегированного сплава, на вакуумном оборудовании компании SCHMETZ.
Технология H+K Härte und Oberflächentechnik GmbH
Некоторые детали двигателя имеют нестандартные размеры: максимальное поперечное сечение 10,5 мм с длиной 22 мм.

Рис. 1. Детали двигателя нестандартных размеров для вакуумной обработки
Обычно такие детали подвергаются термической обработке с использованием закалки на масло или же обрабатываются в соляных ваннах. Но компания H + K Härte und Oberflächentechnik GmbH, расположенная на юге Германии, обрабатывает такие детали по следующей технологии:
- Нагрев и закалка в высокотемпературной вакуумной печи
- Обработка холодом и отпуск в низкотемпературной вакуумной печи
В результате получаются детали с необходимыми свойствами: чистая поверхность, минимальная степень поводок и короблений, отсутствие обезуглероживания. Контроль за процессом осуществляется при помощи системы управления.
Это факт.
Двухкамерные вакуумные печи: принцип работы и преимущества
Стандартная однокамерная вакуумная печь с системой охлаждения садки в потоке газа с максимальным давлением 10 бар имеет ограничения по интенсивности охлаждения. Необходимая скорость охлаждения низколегированных материалов традиционно достигается при обработке в масляных или соляных ваннах.
Одним из многочисленных недостатков использования ванн является высокий уровень поводок и короблений. Поводки возникают в момент погружения садки в закалочную среду и образования парового слоя по периметру раскаленной детали. Именно на этом этапе наиболее высока разница между слоями масла, расположенного ближе к закаливаемой поверхности и слоями более удаленными.
Не все так просто, как кажется.
При термической обработке в двухкамерной вакуумной печи компании SCHMETZ обеспечиваются практически идеальные условия охлаждения и более точно регулируется скорость закалки. Основной принцип двухкамерной вакуумной печи – это раздельные камеры процессов нагрева и охлаждения деталей, которые осуществляются при помощи теплоизоляционного экрана.
Отдельная закалочная зона для идеального охлаждения
Садка перемещается из камеры нагрева в камеру охлаждения при помощи автоматической системы. Схема двухкамерной печи повышает эффективность системы охлаждения.
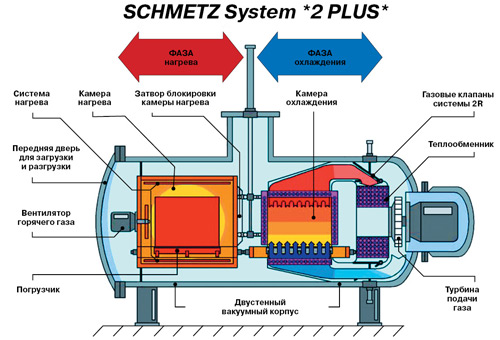
Рис. 2. Принцип работы отдельной закалочной зоны в двухкамерной вакуумной печи
Благодаря этому обеспечивается возможность обрабатывать те марки сталей, которые до этого не удавалось обрабатывать в однокамерной вакуумной печи, независимо от формы и габаритов садки.
Оборудование обеспечивает серийную обработку деталей: по 5000 штук (вес садки около 100 кг) по следующей технологической схеме:
- Нагрев в условиях вакуума до 860°C
- Выдержка при данной температуре
- Охлаждение в потоке газа давлением 10 бар
Таким образом обеспечивается поверхностная твердость обработанных деталей в пределах 870-910 HV.
| Параметр процесса | Значение | Результат |
|---|---|---|
| Температура нагрева | 860°C | Оптимальная аустенизация |
| Давление охлаждения | 10 бар | Высокая скорость закалки |
| Количество деталей | 5000 шт | Серийное производство |
| Вес садки | 100 кг | Высокая производительность |
| Твердость | 870-910 HV | Высокие механические свойства |
Система COOL PLUS: обработка холодом в вакуумных печах
Обработка холодом – зарекомендовавший себя технологический процесс. Интегрирование системы обработки холодом в стандартную вакуумную отпускную печь обеспечивает полную автоматизацию процесса.
Благодаря отсутствию контакта детали с окружающей средой между обработкой холодом и следующим за ней отпуском не возникает поверхностной коррозии. В результате достигается яркая металлическая поверхность, характерная для вакуумной термообработки.
Принцип работы системы COOL PLUS в однокамерной вакуумной печи заключается в подаче жидкого азота через систему сопел в рабочую камеру.
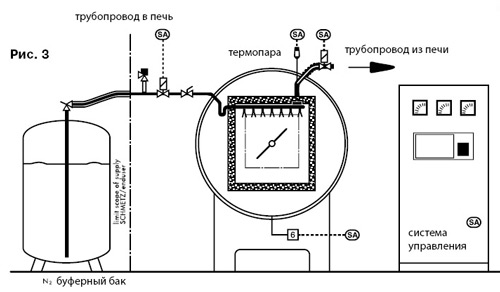
Рис. 3. Принцип работы системы COOL PLUS в вакуумной печи
В процессе подачи газ интенсивно переходит из жидкого состояния в газообразное. При этом объем азота увеличивается в 700 раз. Для обеспечения равномерности охлаждения садки в рабочей камере установлен вентилятор, который перемешивает газ, что дает возможность охлаждать садку до температуры -185°С.
700 раз! Это серьезно.
Теплый газ удаляется из рабочей камеры по отводному каналу.
Интеграция обработки холодом с отпуском
После закалки детали как правило обрабатываются в специально разработанной вакуумной отпускной печи с системой обработки «холодом».
Технологический процесс включает в себя следующие этапы:
- Охлаждение до -90°C
- Выдержка при данной температуре в течение 10 минут
- Нагрев деталей до +25°С
Диапазон значений твердости деталей для автомобильной промышленности составляет от 650 до 750 HV.
Результаты обработки: твердость и качество поверхности
Использование оборудования производства фирмы SCHMETZ, оснащенного системой обработки деталей холодом и последующего отпуска, позволяет обеспечить твердость деталей в диапазоне от 670 до 710 HV.
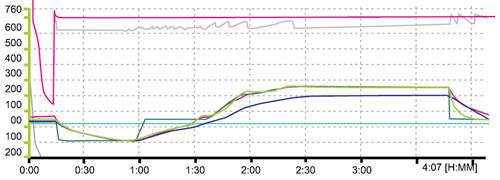
Рис. 4. Распределение твердости деталей после обработки на оборудовании SCHMETZ с системой COOL PLUS
| Тип обработки | Диапазон твердости | Стабильность |
|---|---|---|
| Автомобильная промышленность (требования) | 650-750 HV | Стандарт |
| SCHMETZ с COOL PLUS | 670-710 HV | Высокая |
| Традиционная закалка | 600-800 HV | Средняя |
Разброс всего 40 единиц HV! Это отличный показатель повторяемости.
Перспективы развития вакуумной термообработки
Термическая обработка инструментальной и жаропрочной стали в вакуумных печах является ультрасовременной технологией. Ее дальнейшее развитие открывает перспективы обработки более широкого спектра материалов с учетом жестких требований экологической безопасности, автоматического ведения процесса и полного контроля цикла обработки.
Использование этих технологий также обеспечивает высокую экономическую эффективность. Система обработки садки холодом может быть интегрирована как в стандартную вакуумную закалочную печь, так и в вакуумные отпускные печи.
Почему это важно?
- Экологическая безопасность — никаких вредных выбросов
- Автоматизация — минимум человеческого фактора
- Полный контроль — документальное подтверждение всех параметров
- Экономическая эффективность — снижение брака и повторной обработки
- Универсальность — обработка широкого спектра материалов
Будущее за вакуумными технологиями. Это очевидно.
Дипломированный инженер Бьерн Цигер
SCHMETZ GmbH
Начальник отдела термического оборудования
ЗАО «Финвал-Индастри»
Тимошенко В.
Тел. 8 (495) 647-88-55
Факс 8 (495) 647-88-56
E-mail: stanok@finval.ru
www.finval.ru

