Недостатки цельных прерывистых кругов
Проблема тепловыделения
Совершенствование абразивной обработки идет по пути создания инструментов, снижающих тепловыделение в зоне резания. Цельные прерывистые круги способны уменьшить температуру в поверхностном слое до значений ниже критических. При таких температурах не происходят фазовые и структурные изменения в обрабатываемом материале. Это хорошо.
Но есть и обратная сторона медали.
Шлифование прерывистыми кругами приводит к образованию мощных аэродинамических потоков вокруг вращающегося инструмента. Гораздо более мощных, чем при работе стандартных кругов.
Конструктивные ограничения
Выполнение впадин на рабочей части абразивного круга снижает механическую прочность инструмента. Причина — уменьшение площади несущего сечения абразивного материала. Низкая прочность не позволяет интенсифицировать режимы шлифования из-за опасности разрушения инструмента под действием значительных сил резания.
Более высокий уровень вибраций технологической системы приводит к образованию на поверхности обработанной детали более высокой волнистости. Ухудшается микро- и макрогеометрия, снижается долговечность шлифовального оборудования.
И последнее — нерациональное использование абразивного материала. После изнашивания режущих выступов большая часть круга идет в отходы.
| Недостаток | Последствия | Влияние на процесс |
|---|---|---|
| Мощные аэродинамические потоки | Усложнение подачи СОЖ | Снижение эффективности охлаждения |
| Низкая механическая прочность | Ограничение режимов резания | Риск разрушения инструмента |
| Повышенные вибрации | Ухудшение качества поверхности | Снижение долговечности оборудования |
| Нерациональный расход абразива | Большие отходы | Увеличение себестоимости |
Преимущества сборных абразивных конструкций
Повышение прочности
Совершенствование абразивного инструмента может осуществляться разработкой не только цельных прерывистых, но и сборных (сегментных) абразивных кругов. Использование металлического несущего корпуса и абразивных режущих сегментов позволяет решить вопрос повышения механической прочности прерывистого абразивного инструмента.
Разрывные скорости для серийных кругов находятся в пределах 60–120 м/с. А для сборных кругов — 100–250 м/с. Почти в два раза выше!
Мнение экспертов
Профессор Г. Б. Лурье отмечал, что создание сборных конструкций абразивных кругов является одним из путей совершенствования процесса шлифования. Эти круги позволяют более полно использовать абразивный материал, интенсифицировать подвод СОЖ и улучшить отвод тепла.
Профессор Л. Н. Филимонов, анализируя конструкции сборных кругов и отмечая их недостатки (сложность конструкции, повышенный уровень вибрации технологической системы), тем не менее приходит к выводу: сборные абразивные круги в настоящее время являются наиболее перспективным инструментом для работы на скоростях резания 100–200 м/с.
Исследуя способы подачи СОЖ и механизм ее попадания в зону контакта абразивного круга и заготовки, профессор В. Г. Гусев отмечает: существенного повышения эффективности действия СОЖ можно добиться при использовании сборной конструкции абразивного инструмента. Подача жидкости между сегментами через отверстия в корпусе круга — вот ключ к успеху.
Классические конструкции сборных кругов
Система подачи СОЖ через корпус
В качестве примера рассмотрим конструкции сборных абразивных кругов, предложенные профессором В. Г. Гусевым. Конструкция сборного абразивного круга, предназначенного для обработки отверстий, представлена на рисунке.
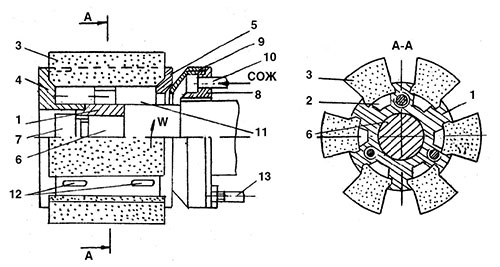
Рис. 1. Конструкция сборного абразивного круга с прерывистой режущей поверхностью и устройством для подачи СОЖ
Круг состоит из корпуса 1, имеющего Т-образное продольное сечение. В пазы 2 вставлены абразивные сегменты 3, закрепленные в корпусе крышками 4, 5 с помощью винтов. Круг установлен на шпинделе 6 и закреплен болтом 7.
Устройство для подачи смазочно-охлаждающей жидкости в зону резания представляет собой фланец 8, на наружную резьбовую поверхность которого навинчена коническая гайка 9. Смазочно-охлаждающая жидкость, поступающая по трубопроводу 10, проходит в полость 11 инструмента, а оттуда под действием быстрого вращения круга поступает через поры сегментов и продольные щели 12, выполненные на периферии корпуса 1, в зону резания. Стержни 13 крепят устройство для подачи СОЖ на неподвижной части шпинделя.
Простота внедрения
Как следует из конструктивной схемы, для установки сборного абразивного круга на станок и подачи СОЖ через конструкцию не требуется модернизации существующих шпинделей и других узлов шлифовальных станков.
В процессе вращения круга в полости 11 создается разрежение. В результате СОЖ всасывается внутрь круга и оттуда выбрасывается в зону резания, оказывая эффективное смазочное, моющее и охлаждающее действие.
Эффективность охлаждения
Эффективное действие СОЖ совместно с мощными аэродинамическими потоками, генерируемыми сборными абразивными кругами с прерывистой режущей поверхностью, обеспечивает интенсивный теплоотвод из зоны резания.
Результаты впечатляют:
- усредненная температура обрабатываемой поверхности заготовки уменьшается на 120–200%;
- контактная температура снижается до 300%;
- импульсная температура — до 280%.
Столь существенное снижение тепловыделения в заготовке позволяет назначить форсированные режимы резания и уменьшить растягивающие остаточные напряжения в поверхностном слое в 2–3 раза.
Кроме этого, сборные абразивные круги уменьшают износ алмаза при правках в 2–2,8 раза и расход абразива.
| Параметр | Снижение/Улучшение | Эффект |
|---|---|---|
| Усредненная температура поверхности | 120–200% | Улучшение качества |
| Контактная температура | до 300% | Снижение термических напряжений |
| Импульсная температура | до 280% | Стабильность процесса |
| Остаточные напряжения | в 2–3 раза | Повышение долговечности |
| Износ алмаза при правке | в 2–2,8 раза | Экономия инструмента |
Энергетические показатели
Шлифование сборными абразивными кругами характеризуется уменьшением энергетических показателей процесса. Составляющие силы резания Py и Pz меньше на 40–60% при обработке сборными кругами по сравнению с кругами для непрерывного резания.
Указанное снижение сил резания происходит за счет:
- образования фронтальной поверхности;
- лучшего размещения стружки;
- смазывающего, охлаждающего и моющего действия СОЖ;
- меньшего засаливания рабочей поверхности сегментов.
Усиленные конструкции для форсированных режимов
Повышение прочности сегментов
Шлифование на форсированных режимах резания требует высокой прочности инструмента, в частности, абразивных сегментов. Увеличение прочности режущих сегментов с одновременной подачей СОЖ в зону резания через конструкцию круга привело к созданию сборного абразивного круга, представленного на рисунке.

Рис. 2. Сборный абразивный круг с креплением режущих сегментов по четырем сторонам
Данный круг состоит из корпуса 1, абразивных сегментов 2, упругих элементов 3, завулканизированных в крышке 4 и корпусе 1. Трубопровод 5, выполненный в виде тора и имеющий кольцевую прорезь, служит для подачи СОЖ через щели 6, образованные наружной цилиндрической поверхностью посадочной втулки 7 корпуса 1 и внутренней выемкой крышки 4.
Преодоление крутящего момента
Для преодоления крутящего момента и сил резания во втулке 7 выполнены продольные пазы 8, в которые входят радиальные участки 9, 10 крышки 4. В корпусе круга выполнена кольцевая канавка 11 для размещения в ней балансировочных сухариков.
Между абразивными режущими сегментами размещены стягивающие винты 12, на которые установлены с зазором крепежные планки 13 с просверленными отверстиями 14 для подачи СОЖ из приемной полости 15 в зону резания.
При стягивании корпуса 1 и крышки 4 винтами 12 скрепляются сегменты по всем четырем сторонам. По боковым сторонам крепятся коническими участками крышки и корпуса, по двум оставшимся поверхностям — планками 13.
Упрочнение металлоконструкции
Шлифование этим кругом на форсированных подачах требует кроме упрочнения режущих элементов также упрочнения металлоконструкции круга. Для этой цели крышка 4 снабжена радиальными участками 9, 10, которые входят в пазы 8 втулки корпуса.
При шлифовании СОЖ поступает в трубопровод 5, далее через щели 6 — в приемную полость 15, а из нее через отверстия 14 — в зону резания, охлаждая заготовку.
Инструмент с радиально-подвижными сегментами
Конструкция для внутреннего шлифования
В настоящее время также известна разработанная конструкция сборного абразивного инструмента с радиально-подвижными сегментами для внутреннего шлифования, изображенная на рисунке. Она позволяет эффективно обрабатывать отверстия в деталях машин.

Рис. 3. Сборный абразивный инструмент с радиально-подвижными сегментами для внутреннего шлифования
Инструмент конструктивно состоит из корпуса 1, абразивных сегментов 2, закрепленных и удерживаемых в металлических обоймах 3 за счет наклонных боковых участков 4, 5 и фиксатора 6, взаимодействующего с сегментом 2 через упругую прокладку 7.
Фиксатор 6 крепится в обойме 3 осью 8, которая одновременно является ограничителем хода обоймы 3 в пазах 9, 11 корпуса 1 и крышки 10 инструмента. На фиксаторе 6 закреплены грузы 12, позволяющие регулировать усилие прижатия абразивных сегментов 2 к заготовке путем изменения их массы.
Принцип работы
Инструмент располагается соосно обрабатываемой заготовке, включается подача СОЖ и осуществляются необходимые движения формообразования. Подача СОЖ происходит из неподвижного трубопровода через осевое отверстие в крышке во внутреннюю полость сборного инструмента, откуда через каналы в корпусе инструмента жидкость перемещается к шлифуемой заготовке.
Представленная конструкция расширяет технологические возможности инструмента за счет использования одного и того же круга для осуществления черновых, получистовых, чистовых и отделочных видов обработки.
Современные разработки сборного инструмента
Недостатки существующих конструкций
Однако все рассмотренные выше конструкции сборных абразивных кругов имеют конструктивные и технологические недостатки. Например, сложные конструкции крепления абразива в обойме, длительный и трудоемкий процесс замены абразивного сегмента.
На основании проведенных исследований было предложено две новые конструкции сборного абразивного инструмента.
Первая новая конструкция
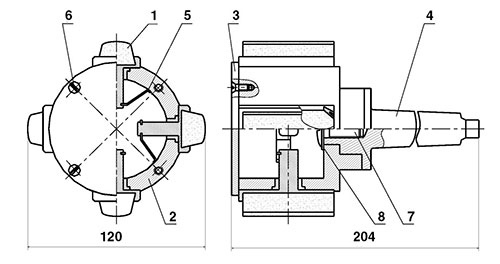
Рис. 4. Сборный абразивный круг с упругой пластиной для фиксации сегментов
Первый круг, представленный на рисунке, состоит из корпуса 2, сборных абразивных сегментов 1 и крышки 3, крепящейся к корпусу с помощью винтов 6.
Сегменты закреплены в обойме за счет наклонных боковых поверхностей и фиксатора, что позволяет производить замену абразивного сегмента без разборки круга. От выпадения обойму удерживает упругая пластина 5, одеваемая на кольцеобразную выточку пальца (стержня) обоймы, которая является одновременно ограничителем хода сегмента.
Корпус и крышки инструмента имеют цилиндрический профиль, что упрощает изготовление инструмента.
Вторая новая конструкция
Второй сборный абразивный круг, представленный на рисунке, предназначен для обработки малых отверстий (от 30 мм).
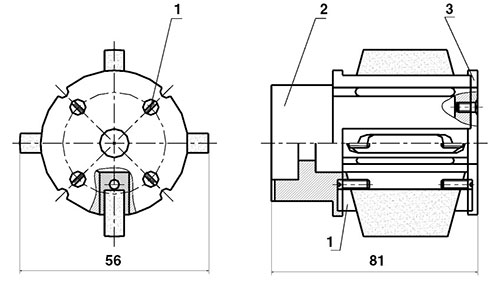
Рис. 5. Сборный абразивный круг для обработки малых отверстий диаметром от 30 мм
Круг состоит из корпуса 1, в который устанавливаются сборные сегменты 2. Ход сегментов ограничивается пазами в корпусе и крышке 3, по которым перемещаются оси шлифовального блока. Оси также выполняют и другую функцию — удерживают сегмент от выпадения.
На данную конструкцию абразивного круга разработана вся технологическая и конструкторская документация.
Технология внутреннего шлифования в емкости
Новый способ шлифования
На основе проведенных исследований, разработанной математической модели теплового процесса и новых конструкций инструмента был предложен новый способ внутреннего шлифования.
Рассмотрим на примере внутреннее шлифование сборным абразивным кругом с радиально-подвижными сегментами, осуществляемого в закрытой проточной емкости с высокими скоростями резания.
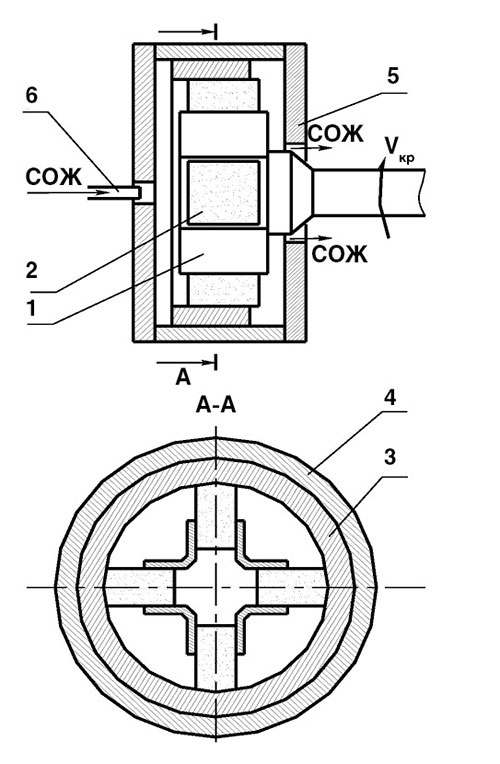
Рис. 6. Принципиальная схема внутреннего шлифования сборными абразивными кругами с радиально подвижными сегментами
Анализ данной схемы показывает, что шлифование в емкости с СОЖ должно обеспечить наибольшую режущую способность абразивного инструмента.
Увеличение площади контакта
Это объясняется одновременным взаимодействием с заготовкой гораздо большей площади абразивного инструмента. Многократное увеличение площади контакта абразивного круга с заготовкой позволяет резко увеличить режущую способность шлифовального круга.
Но приводит к существенному увеличению тепловыделения в зоне обработки и может быть реализовано только при использовании процесса шлифования в проточной емкости с СОЖ.
Качество поверхности
Шлифование в емкости с высокими скоростями резания и, соответственно, высокими скоростями омывания СОЖ заготовки, должно привести к тому, что шероховатость поверхности будет минимальной.
Причина — увеличение площади контакта сегментов и заготовки, приводящее к уменьшению сечений среза, приходящихся на единичное абразивное зерно.
Точность обработки
При шлифовании в проточной емкости с СОЖ по идее должно отмечаться существенное уменьшение отклонения от круглости обработанных отверстий.
Это объясняется:
- равенством диаметров обрабатываемого отверстия и режущей поверхности инструмента;
- стабилизацией радиальной составляющей силы резания, практически недостижимой при прерывистом шлифовании существующим инструментом.
Остаточные напряжения
Кроме того, шлифование новым сборным абразивным инструментом должно обеспечить образование сжимающих остаточных напряжений. Здесь имеет место интенсивное пластическое деформирование металла при незначительном тепловыделении.
Экспериментальное подтверждение эффективности
Проверка теоретических предположений
Представленные теоретические предположения прошли экспериментальную проверку, которая подтвердила их верность.
Сборные абразивные круги — это не просто теоретическая разработка, а реальный инструмент, способный решить многие проблемы современного шлифования. Высокие скорости, эффективное охлаждение, снижение тепловыделения — все это достижимо с применением сегментных конструкций.
Перспективы развития
Разработка новых конструкций сборных абразивных кругов продолжается. Ученые и инженеры работают над упрощением замены сегментов, повышением прочности креплений, оптимизацией систем подачи СОЖ.
Будущее за инструментом, который сочетает в себе высокую производительность, отличное качество обработки и экономичность. Сборные абразивные круги — шаг в этом направлении.
Али Юсупович Албагачиев
Валентин Александрович Яшков
Московский государственный университет приборостроения и информатики (МГУПИ)

