7 преимуществ волоконных лазеров
Задумывались ли вы, почему волоконные лазеры стремительно вытесняют классические СО₂-системы? Дело не только в технологии. Экономика решает. Семь факторов, которые меняют правила игры:
- → Уникальный ресурс излучателя: более 100 000 часов с возможностью продления при минимальных затратах. Эксплуатационные расходы — почти нулевые;
- → Быстрая инсталляция: запуск оборудования с момента распаковки занимает несколько часов, а не недель;
- → Универсальность источника: один лазер переориентируется между процессами — резка, сварка, закалка. Это делает оборудование ликвидным;
- → Масштабируемость мощности: купили на 700 Вт, позже добавили блоки накачки — получили 2400 Вт. Капитальные вложения растут постепенно;
- → Транспортировка излучения по оптоволокну 10–100 м упрощает проектирование и компоновку систем. Можно использовать серийную робототехнику;
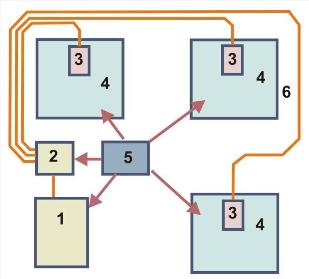
- → Возможность создания многоцелевых участков для максимизации загрузки источника;
- → Упрощённые требования к кадрам: обучение оператора занимает неделю, без глубоких знаний оптики и вакуумных систем.
Признаться честно: эти преимущества сами по себе уже вызывают интерес. Но давайте посмотрим на цифры.
Базовая стоимость системы
Волоконные лазеры сейчас дороже классических СО₂-аналогов. Ориентировочная цена: 3,5 млн рублей за 1 кВт мощности с НДС. Но лазер — не вся система.
Минимальный «рабочий» набор включает:
- ★ Волоконный лазер: ~3,5 млн руб./кВт;
- ★ Лазерная технологическая головка: 0,4–0,8 млн руб.;
- ★ Роботизированный манипулятор: 1–2 млн руб. в зависимости от бренда.
Итого: базовая система мощностью 1000 Вт — около 6 млн рублей. С учётом интеграции, ПО, подготовки помещений — разумно закладывать коэффициент ×2. Для лазерных станков раскроя металла это подтверждается: цены на системы 2000 Вт — 12–14 млн рублей.
| Компонент | Стоимость, млн руб. | Доля, % |
|---|---|---|
| Волоконный лазер | 3,5 | 58% |
| Технологическая головка | 0,6 | 10% |
| Роботизированный манипулятор | 1,5 | 25% |
| Интеграция, ПО, подготовка | 0,4 | 7% |
| Итого | 6,0 | 100% |
Тестовая задача №1: массовая сварка
Первый сценарий: массовое производство цилиндрических изделий (фильтры). Толщина стали 0,5–1 мм, диаметр 60 мм. Задача: максимальный объём при минимальной себестоимости.
Система синтезируется почти автоматически: лазер 700 Вт, простая сварочная головка, вращатель изделия, лотковый питатель. Затраты на разработку и изготовление — около 5 млн рублей.
| Параметр | Лазерная сварка | Аргонодуговая сварка |
|---|---|---|
| Время сварки изделия | 3,7 сек | 10 сек |
| Производительность в год | 2 027 000 шт. | 750 000 шт. |
| Себестоимость шва, руб. | 3,4 | 8,2 |
| Затраты на труд, руб./мин | 17 | 17 |
| Амортизация, руб./мин | 4 | 2,4 |
| Газы, руб./мин | 1,5 (аргон) | 1,0 (аргон) + 0,2 (проволока) |
Что говорят цифры? Вклад цены источника в себестоимость не определяющий. Основной фактор — труд. Автоматизация окупается только при высокой загрузке: при выпуске 10% от максимума себестоимость вырастет в 10 раз. Лазерная технология выгодна для крупносерийного производства с близкой к максимальной загрузкой. Окупаемость проекта — около года.
Тестовая задача №2: многооперационное изделие
Второй сценарий сложнее: комплексное изделие с корпусом, крышкой, фильтром, штоком. Серийность — 100 тыс. в год. Базовая технология включает 8 операций: ковка, механообработка, вырезка, сварка, закалка, пайка сетки.
Идея: использовать один лазерный источник в режиме разделения времени. Мощность — 1500 Вт. Стоимость комплекса с учётом многофункциональности — ~13 млн рублей (коэффициент ×2,5 к цене лазера).
| Операция | Старая технология, руб. | Новая технология, руб. | Экономия, руб. |
|---|---|---|---|
| Изготовление головки | 320 + 650 | 140 + 259 + 57 | 514 |
| Вырезка и вварка отверстий | 60 + 60 | 29 + 34 | 57 |
| Приварка головки к корпусу | 190 | 38 | 152 |
| Закалка штока | 114 | 97 | 17 |
| Вырезка сетки | 15 | 0 (исключается) | 15 |
| Изготовление фильтра | 150 + 40 | 90 + 34 | 66 |
| Итого на изделие | ~1449 | ~628 | 821 |
Результат: снижение себестоимости на 821 рубль с изделия. При тираже 100 тыс. штук — экономия 82,1 млн рублей в год. Для реализации нужно два многоцелевых комплекса (капитальные затраты ~26 млн рублей). Запас рентабельности настолько велик, что проект выгоден даже при повышенных нормативах накладных расходов.
Техническая реализация многофункциональности
Как обеспечить переключение лазера между операциями? Три основных подхода:
Универсальные промышленные роботы
Робот с лазерной головкой на манипуляторе — решение для гибкой переналадки. Минимизирует время переходов, исключает затраты на нестандартную оснастку. Основная нагрузка — подготовка программ обработки.
Многопостовые участки
Отдельный пост для каждой операции. Лазерная головка переустанавливается между постами по оптоволокну. Минус: отстыковка кабеля в цеховых условиях запрещена из-за риска загрязнения оптики.
Оптические мультиплексоры
Коммутатор лазерного пучка с одним входом и несколькими выходами. Переключение между постами — быстро, потери времени минимальны. Стоимость: 1–2 млн рублей. Можно заказать лазер со встроенным мультиплексором. Единственный нюанс: небольшое ухудшение качества излучения (критично только для резки).
Ещё один вопрос — универсальность головок. Западные производители таких решений пока не выпускают. Но российская головка VF001M уже готова к серийному производству: перестраиваемая оптическая система + сменные насадки на магнитном подвесе. Подходит для резки, сварки, перфорации, закалки.
Производительность процессов
Сводные данные по производительности волоконных лазеров (на основе экспериментальных тестов):
| Технология | Мощность, Вт | Параметры процесса | Производительность |
|---|---|---|---|
| Резка стали | 2000 | Толщина 5 мм | 5 м/мин |
| Резка стали | 2000 | Толщина 12 мм | 1,4 м/мин |
| Резка алюминия | 2000 | Толщина 3 мм | 4,8 м/мин |
| Сварка стали | 1000 | Толщина 1,5 мм | 3,5 м/мин |
| Сварка алюминия | 2000 | Толщина 3 мм | 1,5 м/мин |
| Перфорация | 1000 | Ø 0,1–0,2 мм | 200 отв./сек |
| Закалка сталей | 1000 | Глубина 0,66 мм, 64HRC | 0,64 дм²/мин |
| Очистка поверхности | 2000 + импульсный 50 Вт | Краска, слой 0,5 мм | 15–20 м²/ч |
Выводы и рекомендации
Что в сухом остатке? Три ключевых вывода:
- ☑️ Технологии на основе волоконных лазеров имеют значительный экономический потенциал — снижение себестоимости до 50–60% на отдельных операциях;
- ☑️ Высокая рентабельность достигается при максимальной загрузке: ресурс 100 000+ часов и надёжность позволяют работать в интенсивном режиме;
- ☑️ Многофункциональные комплексы с разделением времени — перспективное направление для средних серий, где загрузка одного процесса недостаточна.
Важный нюанс: качество изделия — не только экономика. Стабильность лазерного процесса, воспроизводимость, минимальные деформации — это конкурентное преимущество на рынке. Позволяет занимать большую долю и удерживать клиентов.
Практическая рекомендация: начинайте с аудита технологических цепочек. Выявите операции, где лазер даёт максимальный эффект (сварка, резка, закалка). Рассчитайте загрузку. Если один процесс не обеспечивает полную загрузку источника — рассмотрите многофункциональный комплекс с мультиплексором.
И последнее: не откладывайте пусконаладку на потом. Быстрая инсталляция — одно из ключевых преимуществ волоконных лазеров. Используйте его. Время — деньги.

