Проблемы традиционного изготовления блисков: сотни часов обработки
Почему существующие методы не удовлетворяют производителей
Очень часто обработка блисков для авиационных двигателей продолжается сотни часов. Этот важный компонент ротора состоит из диска и лопаток и нуждается в высокопроизводительной технологии фрезерования. Представляете такие затраты времени?
Для разработки такой технологии компания «Штарраг» делает ставку не на стандартные решения, а на разработку специальных высокотехнологичных станков. Скажу прямо — это единственный правильный путь.
При изготовлении авиационных турбин производительность напрямую зависит от используемых технологических процессов. Производители аэрокосмической промышленности давно высказывают недовольство тем способом изготовления, который существует на предприятиях сейчас.
Это факт.
Технология IBR: роторы с интегрированными лопатками
Современная альтернатива традиционным составным частям
Современные станки с числовым программным управлением позволяют выполнить фрезерование лопаток из штампованного диска. Получающиеся при этом блиски или роторы с интегрированными лопатками (IBR) все больше заменяют существующие до настоящего времени дорогостоящие собранные составные части турбины.
Эта технология позволяет существенно экономить материал по сравнению с традиционным способом изготовления, при котором из одного диска и из максимум 120 лопаток после нескольких этапов обработки (поковка, обработка резанием и сборка) получается ротор.
Логично? Конечно.
| Параметр | Традиционный метод | Технология IBR |
|---|---|---|
| Количество этапов | Несколько | Один |
| Материал | Большие потери | Экономия |
| Сборка | Требуется | Не требуется |
| Время обработки | Сотни часов | Оптимизировано |
Труднообрабатываемые материалы: титан и никелевые сплавы
Сложные задачи для разработчиков станочного оборудования
Деталь блиск для разработчиков станочного оборудования не является совсем обычным делом, это довольно сложная задача! Вы наверняка это понимаете.
«Речь идет об очень труднообрабатываемых материалах, таких как титан или сплавы на основе никеля», — говорит д-р Бернхард Брингманн, руководитель технического отдела компании «Штарраг АГ», г. Роршахерберг (Швейцария).
Кроме того, лопатки имеют очень сложную форму поверхности с низкой жесткостью и плохими виброгасящими свойствами. Фрезерование иногда длится несколько сотен часов.
И самое удивительное состоит в том, что для выполнения этой сложной задачи используются стандартные станки. Не всё так просто, как кажется.
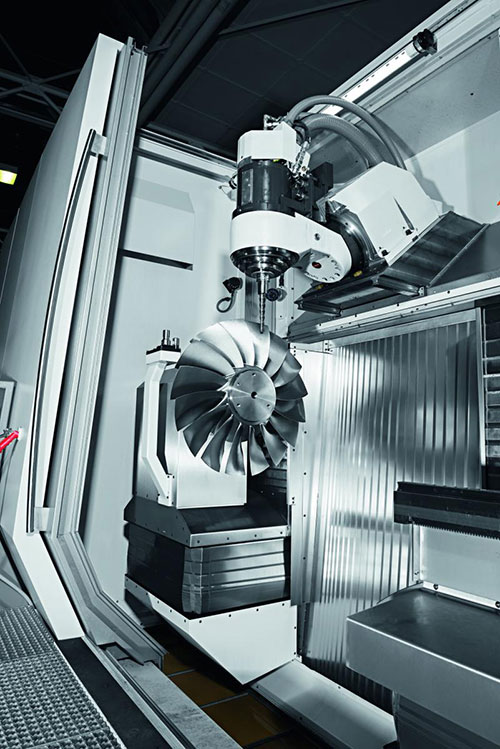
Рис. 1. Индивидуальный подход к обработке: для обработки блисков был разработан станок нового модельного ряда NB с наклоняемой осью В, на которой инструмент практически поворачивается вокруг своей точки контакта
Специальные станки Starrag: от анализа к проектированию
Принцип, ориентированный на прагматичное решение задачи
В качестве альтернативы речь идет о специальных станках, разработку которых компания «Штарраг» начала с анализа геометрии деталей и производительности используемых инструментов, а также с описания оптимального процесса обработки резанием.
Если требования по выполнению черновой и чистовой обработки определены как важнейшие параметры станка (например, частота вращения шпинделя и крутящий момент), то производитель оборудования при разработке концепции обработки блиска трансформирует эти требования в технические характеристики:
- Частота собственных колебаний
- Стабильность процесса
- Тепловые явления
Только теперь собственно и начинается проектирование станка.
«Здесь речь идет о принципе, ориентированном на прагматичное решение задачи», — поясняет руководитель техотдела. «При этом постоянно возникает вопрос: как определяются динамические свойства и стабильность процесса на предыдущем этапе проектирования?»
Для решения этих вопросов компания «Штарраг» разработала ноу-хау для основных этапов проектирования, таких, например, как моделирование. Что оправдало себя, так как эти работы были выполнены значительно быстрее по сравнению с привлечением сторонних партнеров.
Это серьезно.
Метод FEM: определение механических предельных значений
Анализ по методу конечных элементов для оптимизации конструкции
Для определения точного времени тактов компания «Штарраг» использует виртуальную модель Virtual NC Kernel. С помощью этой программы и электронной обработки данных моделируется работа настоящей системы управления, чтобы впоследствии определить режим работы самого станка.
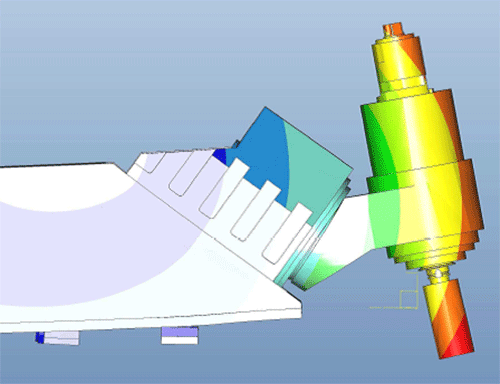
Рис. 2. Реальные величины: механические предельные значения проектируемого станка разработчики компании Штарраг определяют с помощью анализа по методу FEM
«Если у вас уже имеется программа фрезерования блисков, то вы можете ее протестировать», — поясняет д-р Брингманн. «После этого теста программа сообщает нам, что, например, обработка выполняется за 24 часа и 12 минут. Таким образом, мы получаем очень точные сведения».
Для получения реальных значений разработчики вводят в виртуальную систему управления также механические предельные значения проектируемого станка, которые они определили с помощью анализа по методу конечных элементов (FEM).
«Это хороший метод, чтобы увидеть, куда приведет дальнейшее проектирование станка», — отмечает руководитель технического отдела.
| Параметр анализа FEM | Результат | Применение |
|---|---|---|
| Собственные частоты | Критические значения | Оптимизация конструкции |
| Ускорения | Максимальные значения | Точность обработки |
| Жесткость | Реальные параметры | Стабильность процесса |
| Виброгашение | Практические тесты | Качество поверхности |
Virtual NC Kernel: виртуальное моделирование обработки
Точное прогнозирование реального поведения станка
Благодаря анализу по методу конечных элементов, например, выявляются критические собственные частоты (колебания с большой амплитудой) или максимальные значения ускорений в зависимости от требуемой точности, что позволяет оптимизировать систему управления путем изменения параметров.
Но оптимальные результаты анализа по методу FEM получают только в том случае, если задают реалистичные исходные значения.
Д-р Брингманн добавляет: «Реалистичные параметры по жесткости и виброгашению требуют практических экспериментов и тестов».
Анализ по методу FEM применяется также для стабилизации процесса при черновой обработке. Для улучшения механических свойств рекомендуется применять в качестве ограничительного фактора собственную частоту самого малого реального компонента.
Звучит убедительно, не правда ли?
Станок NB 251: наклоняемая ось B и высокая точность
Компактное исполнение с высочайшей производительностью
В результате такого скрупулезного подхода был разработан станок модели NB 251 с наклоняемой осью B, на которой инструмент поворачивается вокруг своей точки контакта.
Компактное исполнение станка отличается:
- Высочайшей точностью обработки (незначительная компенсация при движении шпинделя по оси В)
- Высокой производительностью резания
- Высокой динамикой (небольшие перемещаемые массы)
Этот станок доказывает, чего можно достигнуть при другом подходе к проектированию.
Д-р Брингманн поясняет: «Оправдал себя исследовательский подход к процессу обработки при проектировании и оптимизации нового станка. Для этого существуют новые методы точного прогнозирования реального поведения станка при стабильной черновой обработке и динамичной чистовой обработке».
Это действительно работает.
| Характеристика NB 251 | Преимущество |
|---|---|
| Наклоняемая ось B | Поворот инструмента вокруг точки контакта |
| Компактность | Небольшие перемещаемые массы |
| Точность | Незначительная компенсация |
| Производительность | Высокая динамика резания |
Результаты исследовательского подхода к проектированию
Новые методы прогнозирования поведения станка
Оправдал себя исследовательский подход к процессу обработки при проектировании и оптимизации нового станка. Для этого существуют новые методы точного прогнозирования реального поведения станка при стабильной черновой обработке и динамичной чистовой обработке.
Практика показывает: такой подход дает результаты.
Компания «Штарраг» продемонстрировала, что индивидуальный подход к разработке оборудования для сложных задач — это не просто слова, а реальная инженерная методология.
Преимущества специализированных решений для аэрокосмической отрасли
Почему стандартные станки не подходят для блисков
Стандартные станки не могут обеспечить требуемую производительность и качество при обработке блисков. Это факт.
Специализированные решения позволяют:
- Сократить время обработки
- Повысить точность
- Улучшить качество поверхности
- Снизить вибрации
- Оптимизировать использование материала
Есть над чем подумать, не так ли?
Перспективы развития технологии обработки блисков
Будущее производства авиационных двигателей
Технология IBR продолжает развиваться. Производители стремятся к еще большей эффективности и точности.
Специализированные станки, созданные с применением методов FEM и виртуального моделирования, открывают новые возможности для аэрокосмической отрасли.
Это серьезно.
Николаус Фехт (Германия)
ООО «Штарраг РУ»
Россия, 129164, Москва, Зубарев пер., 15/1, офис 342
Т. +7 495 745 80 41/42
Ф. +7 495 745 80 43
www.starrag.com
e-mail: info-russia@starrag.ru
Статья подготовлена по материалам доклада на конгрессе „Новые технологические решения в аэрокосмической промышленности“ Института по разработке технологии и металлорежущих станков (IFW) в Ганновере и Объединения по инновациям в области обработки резанием, EMO, Ганновер, 2013.

