Концепция мехатроники Festo — системный подход
Festo разработала уникальный подход к автоматизации. Мехатроника здесь — не просто модное слово, а реально работающая концепция. Что это значит на практике?
Инженеры компании создали оптимизированный набор компонентов. Пневматика, механика, электрика, электроника — всё работает как единый организм. Программные средства позволяют рассчитывать элементы системы перемещения, конфигурировать оборудование, настраивать и программировать его без лишних сложностей.
Интерфейсы стандартизованы. Механические, электрические, электронные — все. Это даёт гибкость. Подбираете состав системы под конкретную задачу без головной боли. Базовые компоненты дополнены опциями и переходными элементами. Решаете задачи построения систем в комплексе, а не по частям.
Координатные системы раскроя: три оси движения
Любой раскройный станок работает с листовыми материалами. Головка должна перемещаться по трём координатам: X, Y и Z. Казалось бы, просто. Но есть нюансы.
Оптимальные характеристики достигаются только при комплексном подходе. Механика — элементы конструкции, передаточные механизмы, направляющие. Электропривод — двигатели и сервоусилители. Электроника — контроллеры управления движением. Каждый элемент вносит вклад в итоговые характеристики готового станка.
Комплектация зависит от назначения комплекса. Скорость холостых и рабочих перемещений, рабочее поле, точность контурной обработки — всё это определяет оптимальный набор компонентов. Универсальных решений не бывает.
Сегментация потребителей: четыре группы требований
Разберёмся с потребителями станков лазерной резки. Сегментирование помогает понять требования к системе перемещения оборудования.
| Сегмент | Отрасли | Точность | Скорость холостых перемещений | Характер требований |
|---|---|---|---|---|
| Первый | Реклама, легкая промышленность | до 0,3 мм | до 90 м/мин | Высокая производительность, умеренная точность |
| Второй | Щитовая продукция, легкое машиностроение | 0,1-0,2 мм | до 60 м/мин | Баланс точности и производительности |
| Третий | Среднее и тяжелое машиностроение | до 0,05 мм | до 180 м/мин | Высокие требования по обоим параметрам |
| Четвертый | Приборостроение, медицинская техника | до 0,01 мм | до 20 м/мин | Прецизионная точность, низкая скорость |
Видите разницу? Четыре совершенно разных подхода к одному и тому же оборудованию. Теперь рассмотрим конкретные решения для каждого сегмента.
Решения для первого сегмента: скорость превыше всего
Реклама и легкая промышленность диктуют свои правила. Точность важна, но не критична — 0,3 мм вполне достаточно. А вот производительность... Здесь требования серьёзные: до 90 м/мин скорость холостых перемещений.
Оптимальная конфигурация: линейные приводы с зубчатым ремнем по осям X и Y. По оси Z — линейный консольный привод с ШВП (шариковинтовая передача). Такая комбинация даёт нужную скорость без переплаты за избыточную точность.
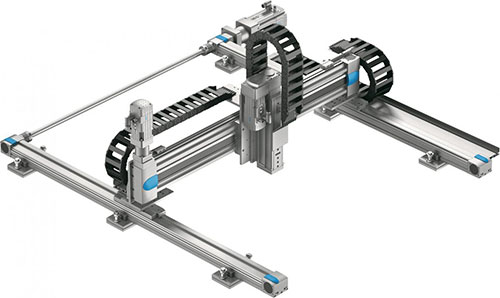
Рис. 1. Комплектный координатный стол XYZ на базе линейных приводов с зубчатым ремнем
Двигатели выбираете под задачи. Серводвигатели с постоянными магнитами или шаговые серводвигатели — зависит от требуемого быстродействия. Система поставляется в сборе или модульными элементами для сборки на месте.
Состав системы:
- ✔️ Линейные приводы с зубчатым ремнем EGC-TB (оси X,Y)
- ✔️ Линейный консольный привод c ШВП EGSL (ось Z)
- ✔️ Синхронизирующий вал по оси X
- ✔️ Синхронные или шаговые сервоприводы, 3 комплекта
- ✔️ Контроллер движения c CNC-управлением CPX-CEC-M1
- ✔️ Монтажные аксессуары, кабели, кабельные цепи
Характеристики:
- ★ Рабочее поле X×Y×Z: 8500×1500×300 мм
- ★ Скорости: до 5 м/с по осям X,Y и до 0,5 м/с по оси Z
- ★ Повторяемость: 0,08 мм (по XY)
- ★ Точность отслеживания контура: 0,3 мм
Решения для второго сегмента: золотая середина
Щитовая продукция и легкое машиностроение требуют баланса. Точность 0,1-0,2 мм, скорость до 60 м/мин. Ни то, ни другое не должно хромать.
Два варианта на выбор: линейные приводы на базе ШВП или координатные системы на базе зубчатой рейки. Рассмотрим первый — он более распространён.
Основу конструкции образуют линейные приводы EGC с ШВП по осям X-Y, консольный привод EGSL c ШВП и встроенной направляющей по оси Z. По оси X — два параллельных привода с независимыми двигателями, синхронизируемыми электронно (принцип ведущий/ведомый).
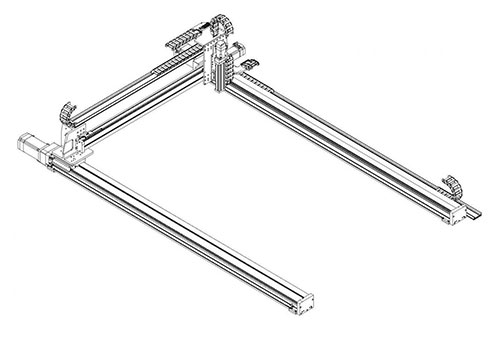
Рис. 2. Комплектный координатный стол XYZ на базе линейных приводов с ШВП
Приводы EGC имеют опцию поддержки винта. Это расширяет скоростные возможности до 1 м/с по осям X и Y. Для производства средней сложности — более чем достаточно.
Состав системы:
- ✓ Линейные приводы с ШВП EGC-BS (оси X,Y), электронная синхронизация по оси X
- ✓ Линейный консольный привод c ШВП EGSL (ось Z)
- ✓ Синхронные или шаговые сервоприводы, 4 комплекта
- ✓ Контроллер движения c CNC-управлением CPX-CEC-M1
- ✓ Монтажные аксессуары, кабели, кабельные цепи
Характеристики:
- ☑️ Рабочее поле X×Y×Z: 3000×1500×300 мм
- ☑️ Скорости: до 1 м/с по осям X,Y и до 0,5 м/с по оси Z
- ☑️ Повторяемость: 0,02 мм (по XYZ)
- ☑️ Точность отслеживания контура: 0,1 мм
Решения для третьего сегмента: максимум скорости и точности
Среднее и тяжелое машиностроение не прощает компромиссов. Точность до 0,05 мм, скорость до 180 м/мин. Качество реза — на первом месте.
Здесь работают линейные двигатели с непосредственным преобразованием электрической энергии в линейное перемещение. Никаких промежуточных механизмов. Чаще всего — линейные синхронные двигатели с постоянными магнитами.
Управление такими двигателями требует специализированных сервоусилителей. Они должны работать с датчиками линейного перемещения и обеспечивать высокие перегрузочные способности. Контроллеры — только высокопроизводительные.
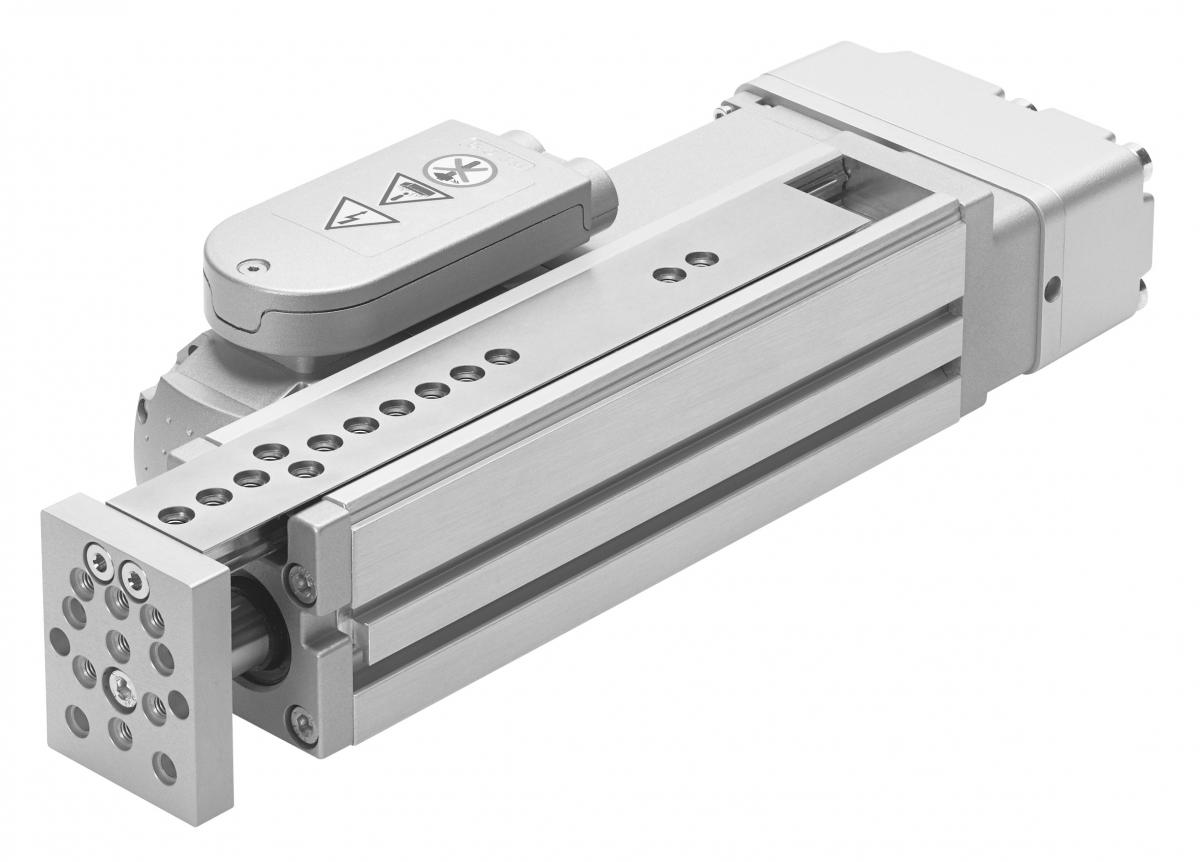
Рис. 3, а. Консольный привод EGSL для оси Z с двигателем EMMS-AS

Рис. 3, б. Контроллер двигателя CMMP-AS

Рис. 3, с. Контроллер движения CECX-X-M1
Премиум сервоусилители CMMP-AS управляют линейными двигателями с высоким качеством. Контроллер движения CECX-X-M1 со встроенными функциями CNC-управления обеспечивает необходимую производительность.
Состав системы:
- ★ Линейный консольный привод c ШВП EGSL с синхронным серводвигателем EMMS-AS (ось Z)
- ★ Контроллеры синхронных двигателей (сервоусилители) CMMP-AS, 4 комплекта
- ★ Контроллер движения c CNC-управлением CECX-X-M1
Характеристики:
- ✔️ Рабочее поле X×Y×Z: 12000×3000×300 мм
- ✔️ Скорости: до 3 м/с по осям X,Y и до 0,5 м/с по оси Z
- ✔️ Повторяемость: 0,01 мм (по XY)
- ✔️ Точность отслеживания контура: 0,05 мм
Решения для четвертого сегмента: прецизионная точность
Приборостроение и медицинская техника — особый случай. Резка, гравировка, маркировка заготовок. Малое рабочее поле, невысокие скорости, но точность... до 0,01 мм!
Поскольку рабочее поле небольшое, логично использовать подвижный стол с заготовкой и неподвижный инструмент. Прецизионные линейные приводы EGSK в стальном корпусе — оптимальный выбор для осей X и Y.
Стальной корпус с интегрированной шариковой гайкой-кареткой обеспечивает высокие точностные характеристики при компактной конструкции. Шаговые EMMS-ST или синхронные EMMS-AS серводвигатели — в зависимости от требований по быстродействию.
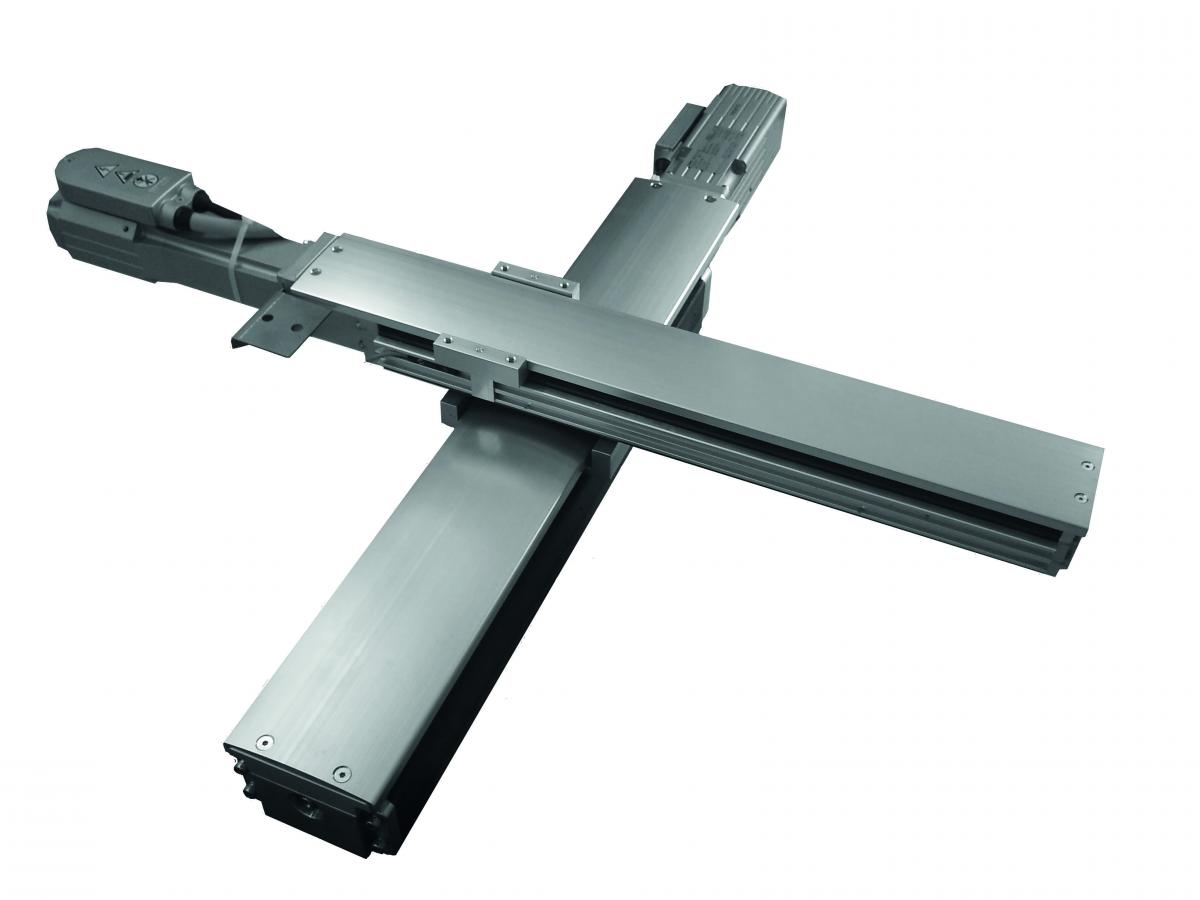
Рис. 4. Крестовой стол на базе линейных приводов EGSK с ШВП и серводвигателей EMMS-AS
По оси Z — компактный консольный привод EGSL с шаговым или серводвигателем.
Состав системы:
- ✦ Прецизионные линейные приводы с ШВП EGSK (оси X,Y)
- ✦ Линейный консольный привод c ШВП EGSL (ось Z)
- ✦ Синхронные или шаговые сервоприводы, 3 комплекта
- ✦ Контроллер движения c CNC-управлением CPX-CEC-M1
- ✦ Монтажные аксессуары, кабели, кабельные цепи
Характеристики:
- ✖️ Рабочее поле X×Y×Z: 500×500×100 мм
- ✖️ Скорости: до 0,4 м/с по осям X, Y, Z
- ✖️ Повторяемость: 0,01 мм (по XYZ)
- ✖️ Точность отслеживания контура: 0,05 мм
Стандартизованный шкаф управления CMCA
Управление портальной координатной системой (3-4 серводвигателя) требует продуманного решения. Стандартизованный шкаф управления CMCA — именно то, что нужно.
Что внутри? Контроллер движения с функциями CNC-управления (CPX-CEC-M1 для среднего быстродействия или CECX-X-M1 для высокого), комплект контроллеров двигателей CMMP-AS, электроустановочные изделия, блоки питания, системы безопасности.

Рис. 5. Система управления CMCA
Поставка возможна в виде шкафа или монтажной панели. Решение оптимизирует процессы сборки при изготовлении координатных систем. Вы уверены в работоспособности изделия — всё проверено и совместимо.
Преимущества комплексных решений Festo
Почему стоит выбрать Festo? Разберём по пунктам.
«Всё из одних рук». Комплексное решение от механики до контроллера движения гарантирует работоспособность и надёжность. Логистические затраты оптимизируются как при производстве, так и при обслуживании.
Широкая палитра решений. Оптимизируете характеристики станка под конкретное применение без компромиссов.
Модульный принцип. Упрощаются процессы разработки (3D-модели всех элементов в наличии), изготовления (прецизионная обработка станины не требуется), сборки (монтажные наборы, кабели и аксессуары в комплекте). Совокупные затраты производства сокращаются.
Алюминиевые профильные конструкции. Подвижные массы сокращаются при сохранении (или даже увеличении) жёсткости. Сервоприводы меньшей мощности — меньше затрат. Логично?
Шина CANopen реального времени. Управление движением обеспечивает контурные движения высокого качества при высоких скоростях. Дополнительная диагностическая информация от сервоусилителей — приятный бонус.
| Параметр сравнения | Первый сегмент | Второй сегмент | Третий сегмент | Четвертый сегмент |
|---|---|---|---|---|
| Тип привода X,Y | Зубчатый ремень EGC-TB | ШВП EGC-BS | Линейные двигатели | Прецизионный ШВП EGSK |
| Привод Z | EGSL с ШВП | EGSL с ШВП | EGSL с EMMS-AS | EGSL с ШВП |
| Макс. скорость | 5 м/с | 1 м/с | 3 м/с | 0,4 м/с |
| Точность контура | 0,3 мм | 0,1 мм | 0,05 мм | 0,05 мм |
| Рабочее поле (max) | 8500×1500 мм | 3000×1500 мм | 12000×3000 мм | 500×500 мм |
Выбор за вами. Главное — понимать свои требования и не переплачивать за избыточные характеристики. Или наоборот — не экономить там, где это критично.
Festo
119607, Мичуринский проспект, д.49
Контакт-центр:
Тел. +7(495)737-34-87
8(800)250-30-50
(звонок бесплатный)
Факс +7(495)737-34-88
e-mail:sales@festo.ru
www.festo.com
Интернет-магазин:
www.festo.com/ru/onlineshop
www.festo.com/ru

