Виды неразрушающего контроля: от ультразвука до эндоскопии
Классификация методов контроля
Различают следующие виды неразрушающего контроля: магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический, проникающими веществами. Целый арсенал методов, каждый из которых решает свои задачи.

Каждый вид подразделяют на методы неразрушающего контроля по различным признакам: характеру взаимодействия поля или вещества с объектом, первичному информативному параметру, способу получения первичной информации.
К часто используемым методам можно отнести:
- ✓ Ультразвуковой
- ✓ Вибрадиагностический (акустический вид)
- ✓ Вихретоковый (вихретоковый вид)
- ✓ Визуальный: эндоскопический контроль, скоростная видеосъемка (оптический вид)

Автоматизация и прогнозирование
Одной из главных особенностей методов, связанных с их недавней разработкой и началом применения, является обработка результатов различными электронными устройствами и возможность передачи информации в ЭВМ.
Что это дает? Не только автоматизацию процесса контроля — сделать его дешевле и независящим от человеческого фактора. Но и возможность аккумулировать информацию о проведенных измерениях, обрабатывать статистически, выявлять тенденции изменения показателей. А следовательно, моделировать и прогнозировать возникновение дефектов.
Эти возможности позволяют перейти от практики реагирования на возникающие дефекты к их предупреждению. Что, безусловно, положительно отразится на себестоимости продукции.
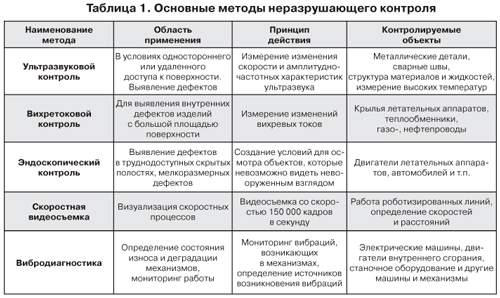
Краткие характеристики перечисленных методов и области применения приведены в таблице 1.
Ультразвуковой контроль: физика процесса и измеряемые параметры
Физический принцип ультразвука
Ультразвуковой неразрушающий контроль основывается на простом физическом принципе: на характеристики любых волн оказывает влияние среда, в которой эти волны распространяются.
Таким образом, изменение значений одного или нескольких параметров высокочастотной ультразвуковой волны, зондирующей материал, часто свидетельствует об изменениях таких физических свойств материала, как:
| Параметр волны | Характеристика материала |
|---|---|
| Время прохождения | Плотность, упругость |
| Степень ослабления | Твердость, вязкость |
| Степень рассеяния | Структура, зернистость |
| Частотная составляющая | Однородность |
Преимущества ультразвукового анализа
Значительное преимущество ультразвукового анализа свойств материалов заключается в том, что он может проводиться без остановки технологических процессов или поточным способом.
Высокочастотные ультразвуковые волны могут передаваться в движущиеся объекты без непосредственного контакта с ними преобразователя — так называемые иммерсионные методы контроля.
Измерения также могут проводиться в закрытых емкостях с передачей ультразвуковой энергии через стенки.
То обстоятельство, что ультразвуковые волны проходят через объект контроля, позволяет изучать внутренние свойства материала. Иногда возможно, используя строб-импульсы, получать данные о свойствах только одного слоя в многослойных материалах.
Традиционные характеристики
Традиционные характеристики, измеряемые при использовании ультразвукового метода контроля:
1. Скорость волны во время прохождения ультразвука в объекте контроля. Скорость волны является наиболее часто измеряемым параметром. В однородной среде она непосредственно зависит от плотности и соотносится с модулем упругости. Таким образом, изменения скорости волны характеризуют однородность материалов, изменения упругости или плотности.
2. Ослабление ультразвука. Энергия ультразвука поглощается или ослабляется с различной степенью в различных материалах под влиянием плотности, твердости, вязкости, структуры материала.
3. Рассеяние ультразвука. Ультразвуковые волны отражаются от границы между различными материалами. Изменения структуры зернистости, ориентации частиц и волокон, пористости оказывают влияние на амплитуду, направление и частотную составляющую.
4. Частотная составляющая — спектр сигнала. Все материалы могут быть рассмотрены как низкочастотные фильтры, ослабляя или снижая высокочастотную составляющую широкополосной ультразвуковой волны.
Методика измерений
В некоторых случаях данные ультразвукового контроля, например, о скорости ультразвука, могут непосредственно использоваться для расчета свойств материала, в частности модуля упругости.
В других случаях ультразвуковой контроль используется для сопоставительного анализа свойств материалов при необходимости экспериментальной оценки стандартных образцов из материала объекта контроля.
У таких стандартных образцов при их акустическом зондировании можно зафиксировать соответствие изменений значений параметра ультразвука конкретным свойствам материала. После чего, опираясь на эти данные, можно определять или предсказывать аналогичные изменения в реальных объектах контроля.

Технические параметры
Для неразрушающего контроля чаще всего используют диапазон частот ультразвуковых волн от 500 кГц до 20 МГц. При этом широко используются продольные, поперечные, поверхностные, плоскостные и другие волны.
Ультразвуковые волны имеют малую длину, что определяет их высокую чувствительность к изменениям среды, в которой они проходят. Для усиления этого эффекта при анализе свойств материалов рекомендуется использовать как можно более высокую частоту ультразвука.
Ультразвуковые импульсы, проникающие в объект контроля, излучаются и принимаются пьезоэлектрическими преобразователями.
| Режим | Конфигурация | Применение |
|---|---|---|
| Эхоимпульсный | Один преобразователь с одной стороны | Стандартный контроль |
| Сквозное прозвучивание | Два преобразователя с противоположных сторон | Материалы с высоким ослаблением |
В эхоимпульсном режиме ультразвуковая волна проходит через объект контроля, отражается от его противоположной поверхности и возвращается на преобразователь. В режиме сквозного прозвучивания ультразвуковая волна принимается вторым преобразователем. Полученный сигнал потом усиливается и обрабатывается.
Оборудование
Для анализа свойств материалов могут быть использованы различные ультразвуковые приборы с аналоговой или цифровой обработкой сигналов.
Измерение скорости ультразвука используется для определения толщины с помощью ультразвуковых толщиномеров. Величина изменения скорости ультразвука, степень его ослабления или рассеяния измеряются современными цифровыми дефектоскопами.
Генераторы-приемники с соответствующим дополнительным оборудованием, а также системы формирования акустических изображений и программное обеспечение могут быть использованы для проведения спектрального анализа (частотной составляющей) ультразвуковых эхосигналов.
Применение ультразвука: от модуля упругости до качества продуктов
Области применения
Ниже приведен обзор некоторых свойств материалов, для анализа которых может быть использован ультразвук.
Модули упругости: модуль Юнга и модуль сдвига могут быть рассчитаны на основании измерений скорости продольных и поперечных ультразвуковых волн (наряду с плотностью материала). Использование волноводов часто обеспечивает проведение измерений при высоких температурах объектов контроля.
Содержание графита в чугуне. На основании измерений скорости ультразвука могут быть определены как концентрация включений графита в чугуне, так и их форма.
Степень отверждения, например, смол, бетона, пластмасс. Скорость ультразвука в этих материалах изменяется по мере их отверждения. Контроль бетонных объектов обычно проводится в режиме сквозного прозвучивания, что требует доступа к обеим сторонам объекта.
Концентрация жидкостей, плотность гидросмесей. Коэффициент смешивания может быть соотнесен со скоростью ультразвука.
Контроль качества продуктов питания
Существует широкий диапазон областей применения ультразвука, которые включают:
- → Определение возраста яиц и картофеля
- → Степени зрелости фруктов
- → Содержания жира в мясе
- → Твердых частиц в молоке
Ультразвук не вызывает порчи и загрязнения продуктов. Это важно.
Структурный анализ
Размеры и распределение частиц, пористость. Изменения размеров или распределения частиц и пористости в твердых или жидких средах влияют на амплитуду и частоту рассеиваемого ультразвука.
Это свойство используется для определения:
| Объект контроля | Параметр |
|---|---|
| Обожженная керамика | Однородность |
| Сталь, чугун, металлы | Размеры зерен, ориентация |
| Сварные швы | Качество |
| Стали | Глубина термообработки |
Измерение очень высоких температур (свыше 3000°С) на основании данных об изменении скорости ультразвука в материале.
Вихретоковый контроль: визуализация подповерхностного слоя
Принцип действия
Методы вихретокового контроля основаны на возбуждении в исследуемом объекте вихревых токов путем генерации магнитного поля.
Неоднородности материала или изменения его толщины меняют направление движения вихревых токов и, как следствие, значение и фазу напряжения на датчике.
Это свойство дает возможность визуализации подповерхностного слоя объекта. Для контроля сварных швов вихретоковые методы применяются в комбинации с методом ультразвукового контроля.

Контроль теплообменников
Способность вихретокового поля распространяться по большим площадям обуславливает применение этого метода для контроля теплообменников, прежде всего состояния труб — например, возникновения в них дефектов типа очагов коррозии, трещин.
При этом теплообменник может состоять из большого количества труб, и для каждой трубы требуется провести мониторинг состояния и задокументировать результаты.
Подобные требования удовлетворяются с применением специальных программных средств, интегрированных в приборы контроля.
Другие применения
Эти же свойства поля позволяют применять метод для определения:
- ✔ Толщины лакокрасочного покрытия
- ✔ Состояния поверхности клапанов
- ✔ Состояния поршней
Эндоскопический контроль: диагностика в труднодоступных местах
Визуальная диагностика
Методы эндоскопического контроля позволяют проводить визуальную диагностику промышленных устройств в жестких условиях.
Метод реализуется, в том числе, и за счет подбора щупов, объективов и другого оборудования под конкретную задачу контроля.
Видеоскопы с длинной рабочей частью позволяют осматривать сварные соединения в труднодоступных местах. Иногда эндоскопы оборудуются источником ультрафиолетового света, что позволяет обнаруживать мелкие трещины.
Основные задачи
Основное применение эндоскопического контроля лежит в:
| Задача | Объект контроля |
|---|---|
| Идентификация очагов коррозии | Труднодоступные зоны |
| Определение непроваренных швов | Сварные соединения |
| Определение линейных размеров | Ответственные детали |
| Выявление повреждений | Труднодоступные места |
Практическое применение
Эндоскопическим инструментом можно проводить:
- ★ Контроль отложений нагара без разборки двигателя автомобиля
- ★ Контроль качества антикоррозионного покрытия
- ★ Контроль форсунок
- ★ Контроль элементов турбокомпрессора
Высокоскоростная видеосъемка: 150 000 кадров в секунду
Технические возможности
Скоростные видеокамеры способны производить съемку со скоростью 150 000 кадров в секунду.
Пользователи могут отслеживать правильность функционирования быстродействующего оборудования, увеличить его производительность и уменьшить стоимость затрат на обслуживание.
Кадры видеосъемки захватываются, оцифровываются и помещаются во встроенную память видеокамеры. Совместно с видеокамерой может прилагаться программное обеспечение, позволяющее оператору анализировать и улучшать полученные материалы. Также могут быть произведены измерения скорости и расстояния.
Применение в автомобилестроении
Высокоскоростная видеосъемка находит широкое применение в автомобилестроении. Оборудование используется для фиксации быстро протекающих процессов, например:
- ☑ При краш-тестах
- ☑ Оценке работы подушек безопасности
- ☑ Оценке работы ремней безопасности
Замедленное воспроизведение отснятого материала позволяет производить детальный анализ перемещений и скоростей объектов.
Например, сочетание высокоскоростной видеокамеры, гибкого или жесткого эндоскопа позволяет визуализировать быстро протекающие процессы внутри коробок передач или элементов подвески.
Кроме того, технология позволяет проследить развитие ситуации в случае отрыва лопатки при высоких скоростях вращения турбины.
Вибродиагностика: снижение затрат на ремонт оборудования
Вибрация как информативный параметр
Наиболее простым и информативным параметром для оценки состояния агрегата является вибрация.
Процедура вибродиагностики может применяться на этапах:
| Этап | Цель |
|---|---|
| Входной контроль | Проверка качества |
| Периодический мониторинг | Контроль состояния |
| Непрерывный мониторинг | Оборудование с вращающимися частями |
| Диагностика | Оценка состояния станочного оборудования |
| Приемосдаточные испытания | Финальная проверка |
Ресурсосберегающая технология
Техническая диагностика и вибродиагностика — это ресурсосберегающая технология, квалифицированное использование которой существенно снижает затраты на обслуживание и ремонт оборудования.
Основным принципом обслуживания является постоянный мониторинг информации о состоянии агрегатов, контроль и документирование отклонений от норм:
- → При вводе оборудования в эксплуатацию
- → Во время первичного монтажа
- → После ремонта
- → При выводе в ремонт
- → При продлении срока службы
Цели вибродиагностики
Целью проведения вибродиагностики является снижение эксплуатационных затрат и оптимизация обслуживания оборудования за счет совершенствования технического обслуживания.
Предметом диагностики является ряд факторов, состояние которых необходимо также учитывать при обслуживании и ремонте техники:
- ✖ Отклонения от технологического процесса, вызывающие повышенные нагрузки, перегрев, изменение вибрационного состояния
- ✖ Несвоевременное обнаружение дефектов и, как следствие, доведение агрегатов до критического состояния и некачественное выполнение ремонтов
- ✖ Внесение дефектов при монтаже-демонтаже узлов
- ✖ Вывод в ремонт исправного оборудования
- ✖ Установка дефектных или восстановленных узлов с уменьшенным ресурсом
- ✖ Низкая квалификация обслуживающего и ремонтного персонала
Статистика замен оборудования
На сегодняшний день, как правило, не исследуются среднестатистические величины долей оборудования и узлов, которые демонтируются и заменяются по причине естественного физического износа.
По некоторым оценкам, эта величина составляет иногда всего 10%. Остальные 90% могут быть заменены без достаточных оснований под влиянием следующих факторов:
| Фактор | Последствие |
|---|---|
| Непонимание персоналом задач | Лишние замены |
| Недостаточная квалификация | Ошибочные решения |
| Недостаточная оснащенность производства | Невозможность правильной диагностики |
Оценка состояния
Такая ситуация предполагает необходимость оценки состояния технического объекта (отдельного узла или агрегата в целом) для определения возможностей дальнейшей эксплуатации.
Оценка состояния технического объекта перед использованием позволяет принять обоснованное решение о возможности или целесообразности его применения.
Это касается, прежде всего:
- ✓ Отдельных приводов
- ✓ Подшипников качения и скольжения
- ✓ Других запасных частей
Неразрушающий контроль — это не просто проверка качества. Это комплексный подход к обеспечению надежности и безопасности производства. От ультразвуковой диагностики до вибродиагностики — каждый метод вносит свой вклад в предотвращение аварий и снижение затрат.
К.Л. Разумов-Раздолов
ООО «Русэлпром»
email: rrkl@ruselprom.ru
"

