
Особенности
НАЗНАЧЕНИЕ:
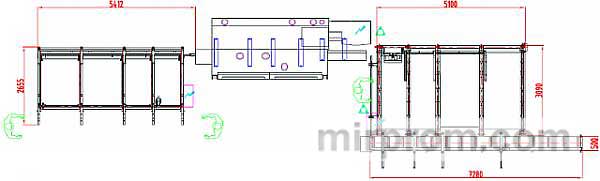
Система предназначена для автоматической подачи, ускорения до требуемой скорости и получения обработанных заготовок от четырехсторонних продольных фрезерных станков.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
столярное производство, мебельная плита, обрабатывающие заводы и мастерские.
ЛИНИИ COCTAB ASP-6:ИмяКоличествоДиск Rollgang с каплей 1 шт. Пластинчатый конвейер 1 шт. Автоматический питатель 1 шт. Поперечный конвейер с ресивером 1 шт.
ЧАСТЬ ЛИНИИ ПОДАЧИ COCTAB:
- Рольганг,
- Поперечный конвейер,
- Автоматический питатель,
- Ролики,
- Привод рольганга,
- концевой выключатель,
- направляющая концевого выключателя,
- сталкер,
- Пластинчатая цепь,
- Привод пластинчатого конвейера,
- Вал привода пластинчатой цепи,
- Продольная стопорная линейка,
- Поперечная стопорная линейка,
- Ограничитель высоты заготовки.
ПРИНЦИП РАБОТЫ ЛИНИИ:
Заготовка приводится в движение роликами (поз. 4) рольгангом поз. 1 к концевому выключателю поз. 6), которая регулируется по длине заготовки, перемещаясь по направляющей поз. 7). Затем сталкер (поз. 8) с помощью пневмоцилиндров перемещает их на поперечный конвейер поз. 2) Для длин заготовок от 2 до 3 метров работают пневмоцилиндры № 1 и № 2, а пневмоцилиндр № 3 перекрывается.
При длине заготовки от 3 до 4,5 метров работают пневмоцилиндры № 1 и № 2, смещенные на расстояние 1500 мм, цилиндр № 3 закрыт. При длине заготовок от 4,5 до 6 метров включается пневмоцилиндр № 3. Заготовка перемещается по пластинчатой цепи (поз. 9 до линии продольной тяги поз. 12), затем проходит под ограничителем высоты заготовки поз. 14), которая регулируется по толщине заготовки + 5мм во избежание их перекрытия. Упорная поперечная линейка (поз.13) выравнивает концы заготовок и ограничивает подачу двух заготовок одновременно. Заготовка с помощью автоматического питателя идет на дальнейшую обработку. Автоматический питатель выровнен относительно конвейера поперечно в одной плоскости с пластинчатой цепью. Задержка включения зажима автоматического питателя с помощью фотоэлемента регулируется реле времени, установленным в электрической плате, и выбирается в зависимости от скорости дальнейшей обработки.
ПРИЕМНАЯ ЧАСТЬ ЛИНИИ COCTAB:
РАБОТА ЛИНИИ:
Обработанная плата выходит из машины и движется вдоль нее направляющие (поз.7 и 8) Толщина принимаемого материала контролируется упором (поз.9) с помощью винтов (поз.10). Как только доска выходит под упор (поз.9) под действием собственного веса, она переворачивается и перекатывается по отбойникам по направляющим ремнями. Ленты осуществляют транспортировку отсортированного материала на рабочую поверхность (поз.13). Оператор вручную разбирает доску по маркам, прижимая ее к упору (поз. (po Винт (11) позволяет регулировать положение направляющих по высоте. Натяжение ремня осуществляется при помощи шпилек 12 и гаек к ним.
ФОТОГРАФИИ СУЩЕСТВУЮЩИХ УСТАНОВОК:
| Рольганг приводной со сбрасывателем | 1 шт. |
| Пластинчатый транспортёр | 1 шт. |
| Автоподатчик | 1 шт. |
| Транспортер поперечный с приёмником | 1 шт. |
| Напряжение, В | - |
| Частота тока, Гц | - |
| Высота рабочего стола, мм | 905 |
| Мощность привода, кВт | 1,1 |
| Кол-во транспортирующих лучей, шт. | 5 |
| - | 1,5 / 750 |
| - | 2,2 / 750 |
| Мотор-редуктор привода транспортера, кВт | - |
| Ширина, мм | 80 - 200 |
| Длина, мм | 2000 - 6000 |
| Высота, мм | 50 |
| Скорость подачи заготовок (рольганг), м/мин | - |
| Скорость подачи заготовок (транспортёр), м/мин | - |
| Скорость подачи заготовок (автоподатчик), м/мин | - |
| Длина, мм | 5460 |
| Ширина, мм | 2655 |
| Высота, мм | 1025 |
| Вес, кг | 700 |
Система автоматической подачи-приёма заготовок АСП-6
Контакты
Технические характеристики
| Рольганг приводной со сбрасывателем | |
| Пластинчатый транспортёр | |
| Транспортёр поперечный |
| Купить Система автоматической подачи-приёма заготовок АСП-6 цена указана на сайте |
