Особенности сварки крупных конструкций
Задумывались ли вы, почему сварка сосудов, морских судов или мостовых конструкций требует особого подхода? Место сварки может находиться от источника питания на расстоянии до 50 метров. Колебания напряжения, качество проволоки, дрожание руки сварщика — всё это влияет на устойчивость дуги и качество шва.
Признаться честно: получить стабильный результат в таких условиях — задача не из простых. Но именно для этого были разработаны полуавтоматы ПАРС-Н. Их принцип: соответствовать или опережать мировой уровень в системах управления, механике, технологии сварки.
Модульная конструкция ПАРС-Н
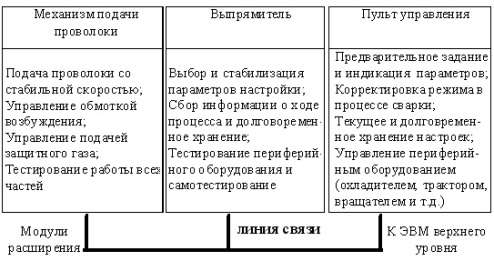
Что внутри у ПАРС-Н? Не просто набор узлов, а продуманная модульная архитектура. Базовые компоненты (выпрямитель, механизм подачи проволоки, пульт управления) и вспомогательные модули (охладитель, вращатель, трактор) объединены в единое целое на базе цифровой промышленной сети.
Преимущества такого подхода очевидны:
- ★ Повышенная управляемость на рабочем месте;
- ★ Улучшенная ремонтопригодность: замена модуля вместо сложного ремонта;
- ★ Упрощённое обслуживание и настройка;
- ★ Гибкость конфигурации под конкретные задачи.
Полуавтомат ПАРС-Н включает: управляемый стабилизированный выпрямитель, механизм подачи проволоки с цилиндрическим мотор-редуктором, цифровой дистанционный пульт, модули расширения. Каждый блок — самостоятельный узел с микропроцессорным управлением.
Цифровая система управления
Устройство управления имеет распределённую сетевую структуру. Каждый блок оснащён собственным микроконтроллером и подключён к цифровой сети. По сети передаются команды от пульта, обратно — данные о состоянии, качестве приёма, результатах исполнения.
Реализация такой структуры стала возможной благодаря:
- → Новейшей элементной базе;
- → Решению технологических проблем управления компонентами от микропроцессора;
- → Созданию цифрового привода двигателя постоянного тока;
- → Разработке помехоустойчивых алгоритмов работы устройств и системы в целом.
В основу заложены решения, проверенные в условиях реального производства. Это не теория — это практика, отточенная годами.
Точность подачи проволоки
Стабильность тока сварки напрямую зависит от качества механизма подачи проволоки. Для ПАРС-Н разработан цилиндрический 3-ступенчатый мотор-редуктор с 4 ведущими роликами диаметром 45 мм.

Преимущества конструкции:
- ✔️ Большие усилия подачи без деформации проволоки (сплошного сечения или порошковой);
- ✔️ Снижение вероятности появления заусенцев на поверхности;
- ✔️ Стабильная скорость подачи с точностью не хуже 1%.
Для сварки длинномерных конструкций, где расстояние от выпрямителя до места сварки достигает десятков метров, применён специальный импульсный датчик на валу двигателя. Он измеряет скорость напрямую. Цифровое устройство рядом с двигателем обеспечивает стабилизацию и защиту от перегрузок.
Результат: стабильная работа механизма с заданной точностью при расстоянии до 100 м от источника питания и колебаниях напряжения ±40%. Конструкция практически не требует обслуживания и работает в диапазоне температур от –30 до +40 °С.
Выпрямитель ВДУ-516: динамические характеристики
В качестве источника питания использован управляемый выпрямитель с тиристорным выходным каскадом. Проведена доработка для улучшения работы в области малых токов (30–100 А). Разработана специальная конструкция и цифровое устройство управления, позволяющее регулировать статические вольт-амперные характеристики (ВАХ) и проводить тестирование перед работой.
Для качественного управления процессами с короткими замыканиями выпрямитель имеет регулировку динамических характеристик. Специальная ВАХ учитывает все процессы в дуге: при зажигании, горении, заварке кратера.
Ключевые параметры управления
| Параметр | Назначение | Диапазон/значение |
|---|---|---|
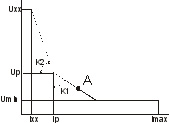
| Uхх, Iхх | Стабильность зажигания дуги | Оптимальная мощность для диаметра проволоки |
| Uз, Iз | Заданная рабочая точка | Смещение на 20–100 А для компенсации изменения вылета |
| К1, К2 | Наклон ВАХ в рабочей точке | 0…0,02 В/А (газ), 0,02…0,1 В/А (флюс), 0,1…1,0 В/А (электрод) |
| Iмах, Uмин | Защита от прилипания электрода | Ограничение тока КЗ и минимального напряжения |
| Кр | Динамическая характеристика | Мягкий режим (малые значения) → жёсткий (большие) |
Новый выпрямитель ВДУ-516 впервые использует плавное регулирование динамической характеристики. Это критично для сварки короткими замыканиями: корень шва на весу, тонкий металл требуют мягкого горения дуги, снижения динамического воздействия, предотвращения прожогов.
При зажигании разными проволоками управление динамикой снижает начальное разбрызгивание. При переходе на основное горение проводится корректировка. Все особенности сведены к регулировке одного параметра — Кр. Для различных диаметров проволоки, газов производится коррекция динамических характеристик в выпрямителе.

Меню управления и настройки
Технологические возможности ПАРС-Н наиболее полно видны из меню управления. Банк сварки — до 40 вариантов. Переход между режимами — за несколько секунд выбором номера.
| Пункт меню | Параметры | Назначение |
|---|---|---|
| 1. Номер режима | 1…40 | Быстрый выбор предустановленной конфигурации |
| 2. Напряжение сварки | 12…50 В | Регулировка рабочей точки дуги |
| 3. Скорость подачи | 1…13 м/мин | Настройка тока через скорость подачи проволоки |
| 4. Кнопка на горелке | 2-х/4-х тактный пуск | Гибкое управление циклом сварки |
| 5. Поджиг и заварка | Vпр, ускорение, продувка | Оптимизация старта и завершения шва |
| 6. Дополнительно | Проверки, наработка, подключения | Диагностика и расширение функционала |
4-х тактный режим — отдельная история. Позволяет менять режимы без гашения дуги: первое нажатие — сварка корня (режим №3), отпускание — заполнение разделки (№8), повторное нажатие — заварка кратера (№1), отпускание — гашение. Идеально для сложных пространственных положений.
Защиты и стабильность работы
Полуавтомат выполняет самотестирование до начала сварки. При невозможности обеспечить заданные параметры процесс прекращается с сообщением о характере события (сработала защита привода, нет точности режимов и др.). Оператор решает: продолжать или снизить точность. Это позволяет сосредоточиться на качестве сварки, а не на стабилизации режимов.
Важные особенности:
- ☑️ Ни одного аналогового элемента в управлении — исключена настройка, упрощено обслуживание, расширен температурный диапазон;
- ☑️ Ограничение тока дуги на всех режимах с доступом по паролю — сварщик не может превысить предельный ток, что критично для ответственных конструкций;
- ☑️ Все параметры режима стабилизированы: снижение напряжения сети до 25% не влияет на настройки и стабильность;
- ☑️ Настройки сохраняются в долговременной памяти — накопление технологического опыта в памяти аппарата.
Опыт эксплуатации на предприятиях
Полуавтоматами ПАРС-Н оснащены ведущие российские предприятия: Атоммаш, Уралвагонзавод, ОАО «Центросвар», МФ Стальконструкция, ОАО «Сталькон» и др. Поставки продолжаются.
Почему выбирают ПАРС-Н?
- → Надёжность в эксплуатации;
- → Простота управления при мощном функционале;
- → Мощный механизм подачи проволоки и выпрямитель, работающие в широком диапазоне;
- → Гибкие настройки, сохраняемые в памяти;
- → Поддержка сложных задач современного производства металлоконструкций.
Ответы на частые вопросы
Исходя из опыта практической эксплуатации, приводим ответы на наиболее встречающиеся вопросы:
Электроника и обслуживание
Вопрос: ПАРС содержит электронику, а как быть, если нет электронщика?
Ответ: Полуавтомат построен по модульному принципу. Каждый механический модуль оснащён микроконтроллером с системой защит. Все модули связаны 4-жильным кабелем (питание + данные). При выходе из строя одного модуля пульт показывает состояние — достаточно заменить модуль или восстановить связь. Настройки вводятся с пульта и запоминаются, как номера в телефоне. Электронщик практически не нужен, кроме сложных случаев, сведённых к минимуму.
Работа с неподготовленным персоналом
Вопрос: Можно ли доверить оборудование ПАРС неподготовленному сварщику?
Ответ: Да. Удобный интерфейс и множественные защиты не позволяют вывести оборудование за допустимые пределы. Все настройки отображаются на экране — разобраться легко. Кроме того, можно настроить по паролю предельный ток сварки — сварщик не сможет его превысить ни на одном режиме.
Поджиг в сложных положениях
Вопрос: При сварке на вертикали или в «потолке» поджиг идёт плохо. Есть ли в ПАРС форсированный старт?
Ответ: Процесс поджига и горения разделены изначально. При поджиге настраивается начальная скорость подачи и параметры выпрямителя (Uхх, Iхх, Кр). После превышения тока дуги Кр поджига заменяется на Кр горения. При замыкании проволоки на изделие поступает заранее известный импульс энергии, настроенный опытным путём. Исходя из начальной скорости и диаметра проволоки, всегда образуется устойчивый старт.
Смена режимов без гашения дуги
Вопрос: Нужно варить корень шва на весу, затем заполнять разделку. На одних настройках сложно. Как решает ПАРС?
Ответ: Настраивается несколько режимов под задачу: №3 — корень, №8 — заполнение, №1 — заварка кратера. В 4-х тактном режиме: первое нажатие — старт с режима №3, отпускание — переход на №8, повторное нажатие — переход на №1, отпускание — гашение. Дуга не гаснет, режимы меняются «на лету».
Расстояние выноса подающего механизма
Вопрос: На какое расстояние можно выносить механизм от выпрямителя?
Ответ: Специальный датчик на валу двигателя строго контролирует и стабилизирует скорость подачи. На стабильность практически не влияют напряжение сети, сопротивление проводов, загрязнение канала горелки. Стандартное исполнение — до 50 м, возможно увеличение до 150 м.
Защита от пыли
Вопрос: Выпрямитель набирает много пыли. Как бороться?
Ответ: Поднимите выпрямитель на ~0,5 м от пола — улучшится обслуживание. ВДУ-516 автоматически отключается от сети через 10 минут простоя (вентилятор останавливается). Цепи управления запитаны постоянно. После нажатия «Пуск» выпрямитель автоматически переходит в рабочий режим — сварщик не замечает системных отключений.
Вывод простой: ПАРС-Н — не просто полуавтомат. Это система, которая берёт на себя стабилизацию режимов, защиту от ошибок, накопление технологического опыта. Сварщик сосредотачивается на качестве шва, а не на борьбе с оборудованием. Именно такой подход позволяет получать стабильные результаты при сварке ответственных крупногабаритных конструкций — независимо от внешних условий.

